ГРАФИЧЕСКИЙ ПЛАЗ И ПЛАЗОВОЕ БЮРО
Плазовые работы выполняет бюро судостроительного завода, именуемое чаще всего «плазово-разметочное бюро». Территориально оно размещается в помещении, называемом «плазом», как и место, на котором рабочие-плазовщики производят чертежно-графические построения.
По традиции размеры натурного плаза позволяют вычерчивать теоретический чертеж корпуса судна в натуральную величину. С появлением в 1950-х гг. масштабного плаза, на котором этот чертеж вычерчивают в масштабе 1:10 (иногда1:5), площадь плаза, необходимая для вычерчивания теоретического чертежа, значительно сократилась.
В конструкторском бюро разрабатывают теоретический чертеж корпуса судна по 20 теоретическим шпангоутам, создают на его основе чертеж «практический корпус». Практический корпус строится с учетом всех конструктивных шпангоутов, батоксов и ватерлиний. На него наносят пазы и стыки наружной обшивки корпуса, а также теоретические линии продольных конструктивных связей: палуб, платформ, настила двойного дна, днищевых и бортовых стрингеров, ребер жесткости и т. п.
По теоретическому чертежу и практическому корпусу составляют таблицы ординат и разрабатывают чертеж «растяжка наружной обшивки». На чертеже растяжки вычерчивают линии пазов, внутри- и межсекционных (монтажных) стыков, продольного и поперечного набора, проставляют значения толщины листов наружной обшивки днища и борта.
Чертеж растяжки наружной обшивки представляет собой условную развертку поверхности корпуса на плоскость. Для ее построения на перпендикулярах к основной линии в точках практических шпангоутов откладывают длины растяжек шпангоутов между пазами, линии которых нанесены на практическом корпусе. Удобно снимать истинные размеры шпангоутов с блок-модели (рис. 1.1). Полученные точки пересечения пазов со шпангоутами соединяют плавными кривыми, которые разделяют наружную обшивку на поясья листов. Пазами называют линии сварных соединений продольных кромок листов между собой. Линии соединений кромок листов поперек корпуса называют стыками.
В связи с уменьшением полноты обводов в оконечностях два смежных пояса листов сужаются и переходят в один новый пояс. Образуется так называемый «потеряй»: вместо двух поясьев в нос или в корму продолжается только один пояс, вместо трех – два.
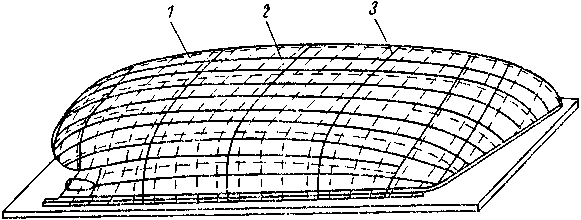
Рис. 1.1 Блок-модель.
1 – линии притыкания набора к наружной обшивке; 2 – липни пазов;
3 – линии стыков.
Плазовые построения обводов корпуса судна, их окончательное согласование называют плазовой разбивкой. Так же именуют и вычерченный на плазе чертеж, который в дальнейшем используют для выполнения плазовых работ и построений с целью передачи корпусным и некоторым другим цехам завода информации о контурах и размерах деталей корпуса, положении в пространстве различных связей и конструкций корпуса судна.
Плазовые работы включают:
— вычерчивание плазовой разбивки;
— определение контуров и размеров деталей корпуса;
— вычерчивание эскизов деталей с указанием размеров, необходимых для их изготовления;
— изготовление разнообразных деревянных шаблонов, требуемых для выполнения разметки, резки, гибки деталей корпуса, а также для проверки обводов корпуса и сборочной технологической оснастки;
— составление таблиц размеров, расположения деталей, набора секций, корпуса в целом, штевней, оси валопровода и т. п.
Масштабную плазовую разбивку начинают, как и натурную, с построения и согласования сетки теоретического чертежа. Затем наносят точки линий обводов корпуса, прочерчивают их карандашом, согласовывают и сглаживают. Под согласованными понимают обводы, координаты точек которых на разных проекциях равны между собой, а под сглаженными – плавные, не имеющие волнистости кривые. Плавность обводов проверяется не только в сечениях по шпангоутам, ватерлиниям и батоксам, но и построением рыбин. Рыбиной называют линию пересечения поверхности корпуса плоскостью, перпендикулярной к одной из плоскостей проекций судна и не параллельной двум другим. О плавности обводов судят по плавности растяжки рыбины. На согласованную плазовую разбивку (рис. 1, 2) наносят теоретические линии продольного и поперечного набора корпуса, пазов и стыков наружной обшивки, продольных ребер жесткости, поперечные сечения фундаментных балок и другие линии, необходимые для определения размеров деталей корпуса; надписывают номера шпангоутов, связей, обозначения пазов и стыков, показывают толщину листов и номера профилей, из которых изготовят металлические конструкции. Все линии фиксируют краской различных цветов. Толщина линий не должна быть более 0,1 мм. толщина линий контролируется 24-х кратным микроскопом.
Для нанесения и снятия размеров применяют штриховой метр с ценой деления шкалы 0,2 мм. Метр снабжен двумя лупами семикратного увеличения. Применяют также стальные рулетки с ценой деления 0,5 мм.
Правила нанесения толщины листов и профилей относительно основных плоскостей проекций (ОП, ДП, ПМШ) регламентированы. Теоретическая линия проходит по той стороне листа, которая ближе к соответствующей основной плоскости. Теоретическая линия листов наружной обшивки проходит по их внутренней поверхности. Теоретические линии вертикального киля и продольной переборки, расположенной в ДП, находятся в ДП. Теоретическая линия симметричных замкнутых профилей совпадает с их осью. Теоретические линии вырезов люков и шахт проходят по внутренней поверхности их комингсов.
Разбивку отдельных конструкций выполняют так, чтобы по ней можно было определить размеры входящих в них деталей. На рис. 1.3 приведена разбивка на проекции «корпус» второго дна и продольного набора. Листы и профили, перпендикулярные к ПМШ, изображают одной линией (например, 1-й стрингер, настил второго дна на участке 14-20-го шпангоутов); наклонные к ПМШ конструкции, – следами сечения плоскостью каждого шпангоута (настил второго дна на участке 10-13-го шпангоутов, 2-й стрингер и др.), ребра жесткости задают только их теоретической линией.
Поворотные шпангоуты. Для обеспечения большей жесткости кормовой оконечности на некоторых судах устанавливают поворотные шпангоуты. Разбивку поворотных шпангоутов и согласование размеров проводят па проекциях бок и полуширота, истинную форму поворотных шпангоутов вычерчивают па специальной проекции (рис. 1.4). Плоскости поворотных шпангоутов стараются пробить по нормалям к обводам наружной обшивки.
На проекции бок пробивают дополнительные ватерлинии и переносят их на проекцию полуширота. На последней пробивают направление плоскостей поворотных шпангоутов. Точки пересечения каждого поворотного шпангоута с ватерлиниями переносят на проекцию бок и соединяют плавными линиями, получая след поворотного шпангоута на наружной обшивке. После согласования точек на обеих проекциях строят истинную форму каждого поворотного шпангоута, разворачивая их на диаметральную плоскость. Для этого сетку проекции бок удлиняют в корму и от плоскости отсчета (плоскость
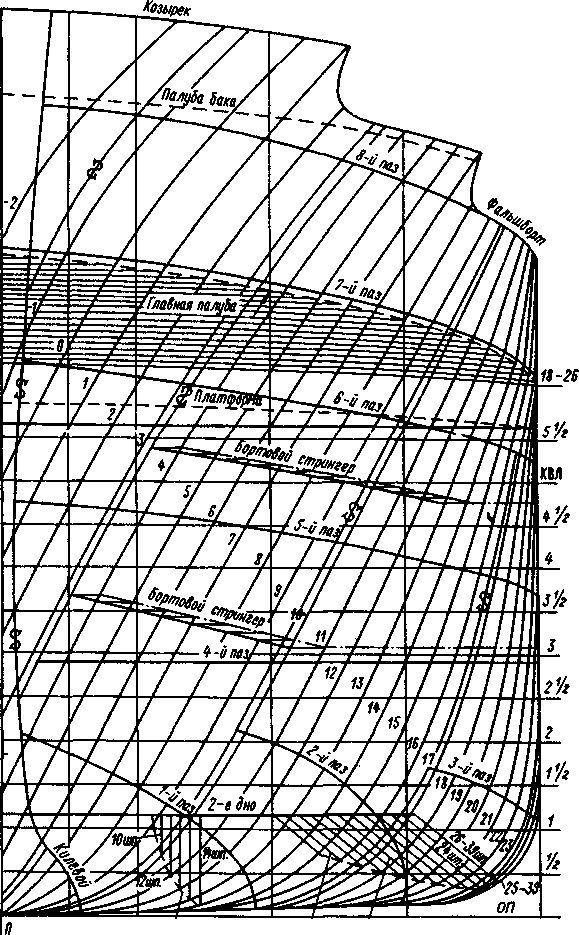
Рис. 1.2. Проекция «корпус» (носовая часть) масштабной плазовой разбивки.
$ – обозначение стыков наружной обшивки.
шпангоута, от которого начинаются поворотные шпангоуты) снимают по ватерлиниям размеры до наружной обшивки. Отложив эти размеры на удлиненной сетке, получают точки притыкаиия поворотных шпангоутов к наружной обшивке, а соединив их плавными кривыми, получают истинную форму поворотных шпангоутов.
В случаях, когда с помощью геометрических построений трудно определить окончательную форму конструкции, на плазе изготавливают макеты из досок и фанеры. Например, для уточнения формы якорных клюзов изготавливают макет части носовой оконечностии масштабе 1:10, 1:5 или в натуральную величину, проверяя на нем возможность самовываливания якоря под действием его силы тяжести. По макету кормовой оконечности уточняют окончательную форму кронштейнов гребных валов, мортир и дейдвуда.
После нанесения линий всех конструктивных элементов нлазовая р.ибивка считается законченной. Разбивку плазового корпуса принимает комиссия, составленная из представителей органов наблюдения (Регистр), заказчика и представителей завода.
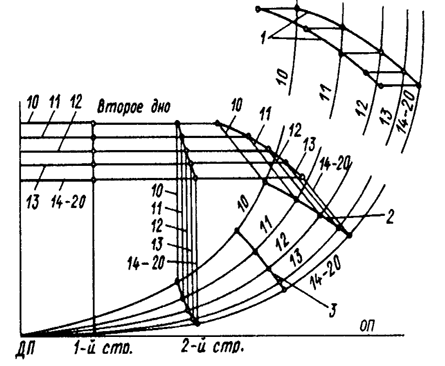
Рис,1.3. Разбивка второго дна, стрингеров и ребер жесткости
1 — бортовой стрингер; 2 — бортовая линия скулового стрингера;
3— теоретическая линия ребра жесткости
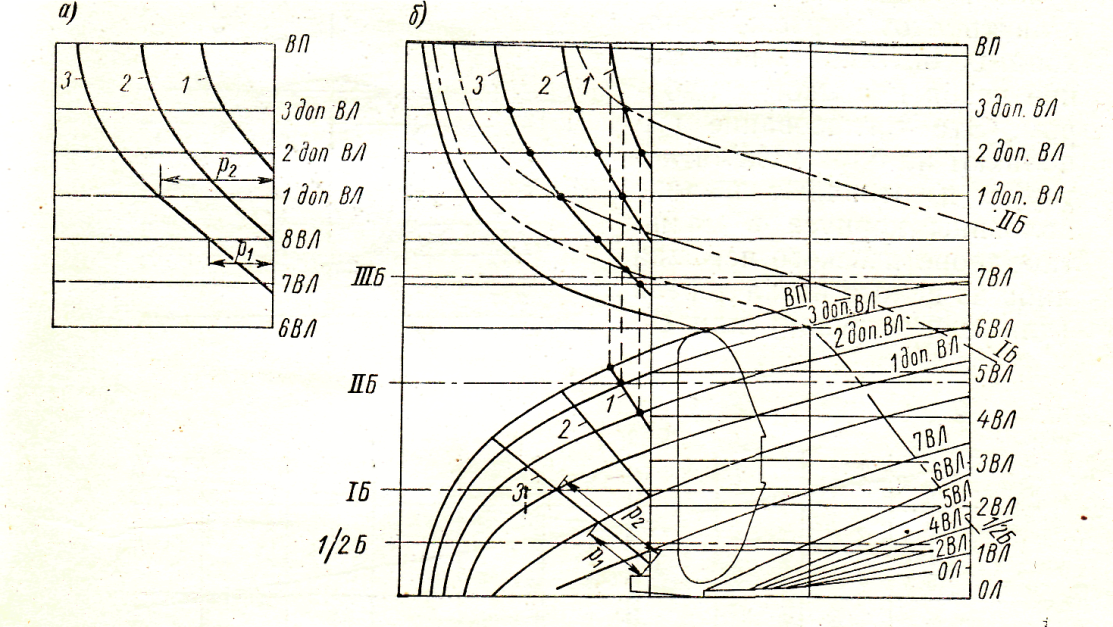
Рис. 1.4. Разбивка поворотных шпангоутов: развертки поворотных шпангоутов и вид проекции бок и полуширота.
1, 2, 3 – линии притыкаиия поворотных шпангоутов к наружной обшивке;
р – размеры, переносимые с проекции полуширота на развертку.
Проверке подлежат:
— прямолинейность и перпендикулярность всех линий сеток. Перпендикулярность линий сеток проверяют, измеряя длину диагоналей прямоугольников, выделенных из этих сеток. Равенство диагоналей свидетельствует о перпендикулярности липни сеток. Допускаемая разность между их длинами 2 мм (в натурном размере);
— расстояние между шпангоутами, ватерлиниями и батоксами;
— сохранение основных размерений, погиби бимсов, очертания штевней;
— согласование обводов в трех проекциях при соблюдении плавности линий. Допускаемая разность в одноименных размерах на трех проекциях не должна превышать 2,0 мм в пересчете па натуру; отклонение размеров конструкций на плазе от чертежных размеров должно быть не более 2,0 мм в пересчете на натуру;
— ширина линий плазового корпуса, которая должна быть равна 1 мм на натурном плазе и 0,1 мм на масштабном плазе (М 1:10); допустимое увеличение ширины линии – не более 0,05 мм.
Комиссия составляет акт приемки плазовой разбивки, который дает право заводу начать дальнейшую работу.
По окончании разбивки плазового корпуса составляется отчетная плазовая книга, в которую заносят все откорректированные размеры. Один экземпляр книги передается в конструкторское бюро, другой хранится на заводе. Книга содержит таблицы высот и полуширот обводов корпуса, настилов, набора, ребер жесткости и пазов; поясняющие эскизы. Конструкторскому бюро плазовая книга необходима для корректировки теоретического чертежа и расчетов но теории корабля. Завод пользуется ее таблицами при возобновлении постройки судов данного типа и при ремонте.
ЛЕКЦИЯ 2
РАЗВЕРТКА ДЕТАЛЕЙ КОРПУСА
Проектант судна выпускает и передает заводу-строителю рабочие сборочные чертежи корпусных конструкций. Чертежи, необходимые для изготовления деталей корпуса, проектанты судов не выпускают. В спецификациях к рабочим сборочным чертежам указывают толщины чистовых деталей или размеры сечений длинных полос, номера профилей деталей набора, размеры простейших книц, вырезов для пропуска ребер жесткости (в альбомах типовых узлов корпусных конструкций). Однако измерить по указанным чертежам и задать в них точные контуры деталей, необходимые для их изготовления, невозможно из-за масштабных погрешностей. Это можно сделать, только пользуясь плазовой разбивкой.
Контуры и размеры деталей корпуса определяют в основном по проекции «корпус» плазовой разбивки. Проекции «бок» и «полуширота используют для уточнения размеров штевней, фундаментов и других конструкций, а также для выполнения вспомогательных построений.
По способам определения формы и размеров все детали корпуса могут быть разделены на пять групп:
1. Детали, форма и размеры которых полностью заданы рабочим чертежом (прямоугольные листы и кницы, полки фундаментов, пиллерсы и т. п.).
2. Плоские детали, расположенные в плоскостях шпангоутов или им параллельные и, следовательно, изображаемые на проекции «корпус» без искажения.
3. Плоские детали, расположенные вдоль судна: а) плоские детали перпендикулярные ПМШ; б) плоские детали наклонные к ПМШ. В первом случае деталь изображается на проекции «корпус» одной прямой линией, во втором случае несколькими параллельными прямыми – линиями пересечения плоскости детали с плоскостями шпангоутов.
4. Изогнутые детали, контуры и размеры плоской заготовки которых получают теоретически точными способами развертывания на плоскость: а) детали со сломом, т. е. состоящие из двух или большего количества плоских участков; б) детали цилиндрической формы; в) детали конической формы.
5. Детали двоякой кривизны (в том числе веерной формы), контур и размеры плоской заготовки которых получают приближенным развертыванием на плоскость, так как теоретически точно такие поверхности не развертываются.
Контуры и размеры деталей второй группы определяют непосредственным измерением расстояний между теоретическими линиями с учетом изложенных выше правил расположения толщин листов и профилей относительно этих линий. Так, длина флора, измеренная от ДП до обшивки, должна быть уменьшена на половину толщины вертикального киля. Кроме контуров деталей по плазу определяют также расстояния между вырезами для прохода продольного набора, места расположения шпигатов под сварные швы и т. п. По рабочему чертежу секции находят величину срезов для пропуска угловых швов, расположение и размеры вырезов облегчения набора, места и характер разделки кромок под сварку и т. п.
Контуры и размеры деталей третьей группы определяют построением. Сначала определяют истинную длину прямых или кривых линий, расположенных вдоль судна, которые называют растяжками (рис. 2.1). Например, на участке поверхности корпуса между 23-м и 27-м шпангоутами показана линия abсde. Дуговые расстояния между точками пересечения указанной линии со шпангоутами на проекции «корпус» называют прогрессами и обозначают буквой П.
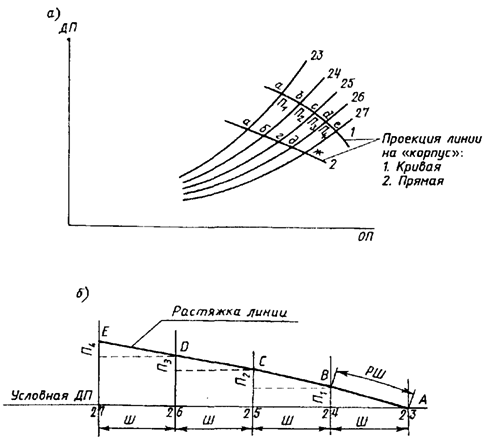
Рис. 2.1. Растяжка продольной линии.
а – проекция продольной линии; б – растяжка линии.
Для построения растяжки проводят горизонтальную базовую прямую, откладывают на ней нужное количество шпаций, учитывая, что величина шпации заданного участка корпуса всегда известна. На базовой линии обозначают точку положения шпангоутов, которых к ней восстанавливают перпендикуляры. На перпендикулярных лучах откладывают отрезки, равные величинам прогрессов П1-П4. При плазовых построениях прогрессы принято замерять мерной (растягиваемая линия прямая) или гибкой (растягиваемая линия и, соответственно, прогрессы — кривые) рейками или гибкой металлической линейкой. Гибкой рейке или линейке, пометив на них точки а, Ь, с, d, e, дают распрямиться и переносят нужные отрезки на соответствующий перпендикуляр. Точки на перпендикулярах соединяют прямой или плавной кривой линией (рис. 2.1, б), которая и образует растяжку или, иначе, истинную длину линии. Теоретическая шпация обозначена Ш, а соответствующие участки растяжки называют растянутой шпацией – РШ.
Для определения растяжек можно воспользоваться формулой:
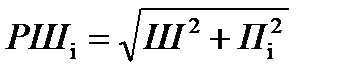
Рассмотрим определение контуров и размеров плоского стрингера между 6-м и 9-м шпангоутами, проекция которого показана на рис. 2.2. Обычно стыки деталей отстоят от теоретической линии шпангоута на 1/4 длины шпации, но для упрощения построений будем считать, что стыки стрингера совпадают с плоскостями шпангоутов. Согласно рис. 2.2 а стрингер перпендикулярен к плоскости мидель шпангоута (ПМШ) и, следовательно, является деталью группы За. Для того чтобы установить истинную длину стрингера, пересечем стрингер в произвольной точке строевой линией – вспомогательной линией, перпендикулярной к стрингеру. В данном случае строевая является линией пересечения двух плоскостей и, следовательно, на развертке стрингера будет прямой.
Определение истинной длины стрингера производится в следующей последовательности: 1) проводится горизонтальная базовая линия, на которой откладывают натурные шпации (обычно справа налево) – растяжка строевой; 2) в точках шпангоутов к базовой линии восстанавливают перпендикуляры; 3) откладывают расстояния от строевой до верхней и нижней кромок стрингера по каждому шпангоуту. Полученные точки соединяют прямыми или плавными кривыми линиями.
Для стрингера, наклонного к ПМШ (деталь группы 3 б), построение аналогично, но предварительно необходимо построить растяжку строевой, а линии шпангоутов провести друг от друга на расстояниях, равных РШ (рис. 2.2, б). Строевая в данном случае также прямая линия, поскольку П= const, как это показано на разбивке.
Для деталей, отнесенных к группам 4 и 5, определяют и вычерчивают размеры и контуры не самих деталей, а их плоских заготовок, необходимых для последующей гибки до требуемой пространственной формы.
Для построения развертки усеченной цилиндрической детали типа скулового листа наружной обшивки, показанного на рис. 2.3, его разворачивают на плоскость, разгибая дуги шпангоутов вокруг образующей AБ растянутой с учетом прогрессов П в прямую А'Б'. Растяжки пазовых кромок детали определяются линией В'Д'(Г'Е'). Отрезок m характеризует погиби листа. Поскольку деталь – часть усеченного цилиндра, то поперечные кромки развертки будут кривыми.
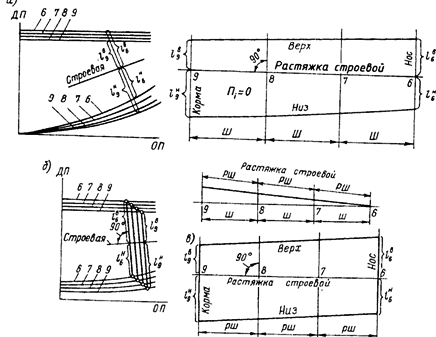
Рис. 2.2. Определение формы и размеров днищевого стрингера.
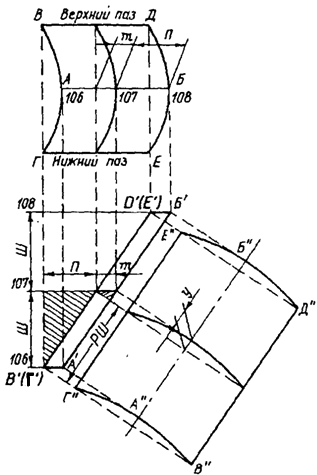
Рис. 2.3. Развертывание цилиндрического листа наружной обшивки
П – прогресс; m – высота дуги над хордой; у – стрелка погиби листа
Длина дуг шпангоутов на развертке равна длине дуг шпангоутов на проекции «корпус»: АГ=А"Г" и т. д. Обогнув дуги шпангоутов на проекции «корпус» гибкой рейкой или гибкой металлической линейкой, отмечают на них положение средней и пазовых точек дуги каждого шпангоута. Совместив точку А, отмеченную на рейке, с точкой А" на развертке и изогнув рейку до совмещения отмеченных на ней, крайних (пазовых) точек В и Г с пунктирными линиями, перпендикулярными к образующей А"Б", находят пазовые точки развертки В" и Г". Их соединяют плавной кривой линией. Аналогично находя т точки Д" и Е". Соединив точки В" и Д", Г" и Е" прямыми, получим контур развертки. Между стрелкой выгиба среднего шпангоута на развертке и его стрелкой погиби (m) на проекции «корпус», исходя из подобия заштрихованных треугольников, существует соотношение: у/m = П/РШ, откуда 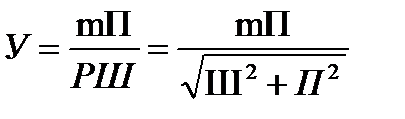 .
.
Данный способ получения размеров заготовки носит название метода Е.Е. Егорова.
Детали пятой группы, которые нужно гнуть и в поперечном и в продольном направлениях, называют деталями двоякой кривизны.
Листы этой группы изображены на проекции корпус в виде веерообразных линий (рис. 2.4). Такие листы могут быть, например, в районе носового развала шпангоутов. Развертку таких листов можно построить способом инженера Д. М. Челнокова.
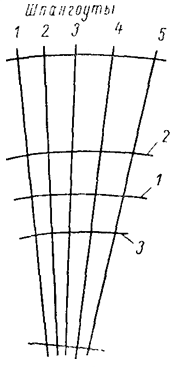
Рис. 2.4. Изображение листа V группы на проекции корпус.
Начинают построение c проведения строевой перпендикулярно среднему шпангоуту (рис 2.5).
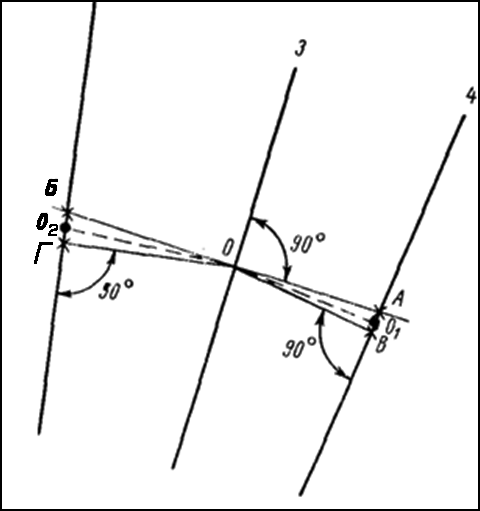
Рис. 2.5. Построение строевой
Для листов V группы нельзя построить строевую, перпендикулярную ко всем шпангоутам, так как они веерообразны. Поэтому ее строят с таким расчетом, чтобы она была кривой линией, а линии шпангоутов являлись нормалями к ней.
Построение строевой начинают от среднего шпангоута (рис. 2.5). На третьем шпангоуте намечают точку О, из нее до пересечения с соседними шпангоутами восставляют перпендикуляры ОА и ОБ. От линий соседних шпангоутов опускают в точку О перпендикуляры ВО и ГО. Углы БОГ и АОВ делят биссектрисами на равные части. Пересечения биссектрис с линиями соседних шпангоутов дадут точки строевой линии О1 и О2. Практически (имея в виду малые величины углов) можно не строить биссектрис, а разделить отрезки АВ и БГ пополам и получить точки О1 и О2. Дальнейшие построения выполняют аналогичным предыдущему образом (из точек О1, О2).
После определения точек строевой на всех линиях шпангоутов их соединяют плавной кривой и получают строевую линию.
Выше и ниже строевой на расстоянии 300 мм проводят вспомогательные контрольные линии (рис. 2.4). Затем находят поперечные растяжки по шпангоутам от строевой, продольные растяжки по верхнему и нижнему пазам, по строевой и по вспомогательным контрольным. Продольные растяжки по контрольным снимают на одну сторону рейки, совмещая риски среднего шпангоута (рис. 2.6).
Из рисунка видно, что верхняя контрольная линия длиннее нижней. Разность длин вспомогательных контрольных на каждом шпангоуте (р) замеряют и заносят в таблицу.

Рис. 2.6. Определение разностей в длинах вспомогательных контрольных липни.
Для построения строевой линии на развертке необходимо знать величину ее опускания от прямой линии на каждом шпангоуте.
Инженер А. М. Челноков величину опускания строевой рекомендует определять по эмпирической формуле:

где  – опускание строевой на данном шпангоуте, мм;
– опускание строевой на данном шпангоуте, мм;
 ,
,  – разности продольных растяжек верхней и нижней вспомогательных контрольных, мм;
– разности продольных растяжек верхней и нижней вспомогательных контрольных, мм;
 – растяжка шпации по строевой, мм.
– растяжка шпации по строевой, мм.
После определения величин  приступают к построению развертки, Сначала пробивают две взаимно перпендикулярные линии (рис. 2.7). Горизонтальная линия служит базой для построения строевой, а вертикальная является средним шпангоутом. С помощью продольной растяжки строевой на горизонтальной линии размечают точки шпангоутов. От полученных точек вниз откладывают значения Ф (на рис. 2.7 величина а), определенные расчетом. Через нижние точки проводят короткие параллельные линии. Рейку продольной растяжки по строевой изгибают так, чтобы риски шпангоутов совместились с короткими параллельными линиями, после чего отмечают точки шпангоутов и проводят строевую па развертке. С поперечных растяжек снимают расстояния от строевой до верхней и нижней кромок и с помощью циркуля проводят дуги в верхней и нижней частях построения. Эти дуги соединяют плавной касательной и получают пазовые кромки листа. Совмещая продольные растяжки с указанными линиями, а риску среднего шпангоута с линией среднего шпангоута, размечают точки шпангоутов и стыков листа.
приступают к построению развертки, Сначала пробивают две взаимно перпендикулярные линии (рис. 2.7). Горизонтальная линия служит базой для построения строевой, а вертикальная является средним шпангоутом. С помощью продольной растяжки строевой на горизонтальной линии размечают точки шпангоутов. От полученных точек вниз откладывают значения Ф (на рис. 2.7 величина а), определенные расчетом. Через нижние точки проводят короткие параллельные линии. Рейку продольной растяжки по строевой изгибают так, чтобы риски шпангоутов совместились с короткими параллельными линиями, после чего отмечают точки шпангоутов и проводят строевую па развертке. С поперечных растяжек снимают расстояния от строевой до верхней и нижней кромок и с помощью циркуля проводят дуги в верхней и нижней частях построения. Эти дуги соединяют плавной касательной и получают пазовые кромки листа. Совмещая продольные растяжки с указанными линиями, а риску среднего шпангоута с линией среднего шпангоута, размечают точки шпангоутов и стыков листа.
Стрелку выгиба следа шпангоута на развертке (у) определяют аналогично предыдущему методу.
Развертывание деталей двоякой кривизны часто выполняют, используя геодезическую линию, как строевую, которая на криволинейной поверхности является кратчайшим расстоянием между двумя точками по выпуклой поверхности. При развертке поверхности нанесенная на ней геодезическая линия растягивается в прямую.
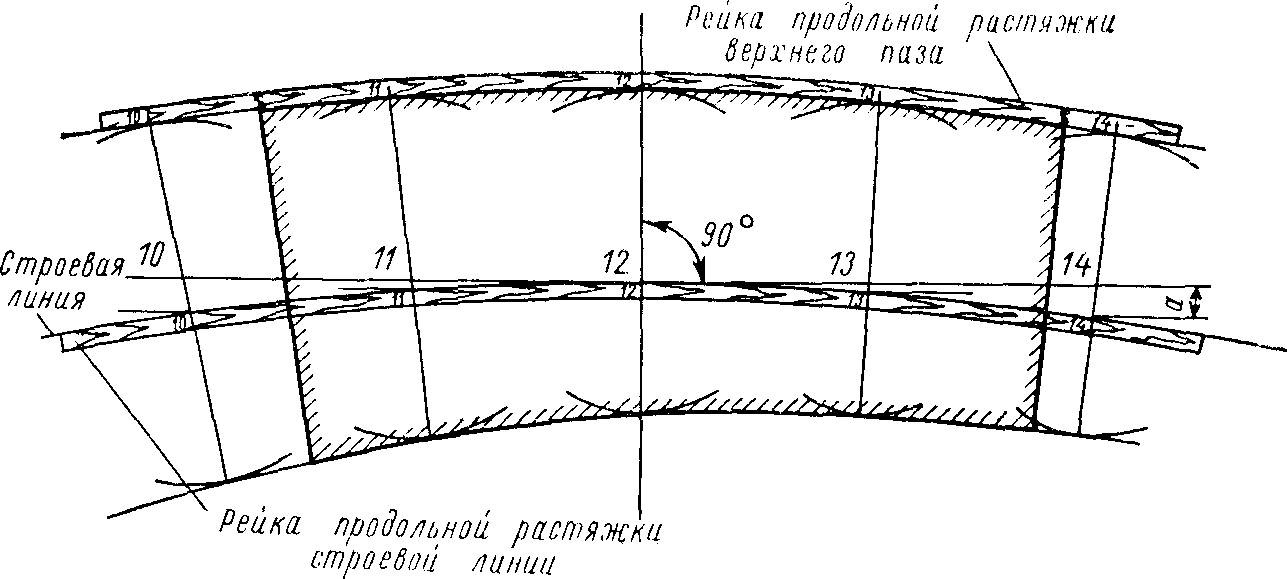
Рис. 2.7. Развертка листа V группы сложности
Развертывание показанного на рис. 2.8 листа двоякой кривизны начинают с построения проекции геодезической линии. К среднему 21-му шпангоуту на детали параллельно хорде, соединяющей пазовые точки, проводят касательную и находят точку касания (если количество шпангоутов четное, то в качестве среднего можно выбрать любой из двух средних шпангоутов).
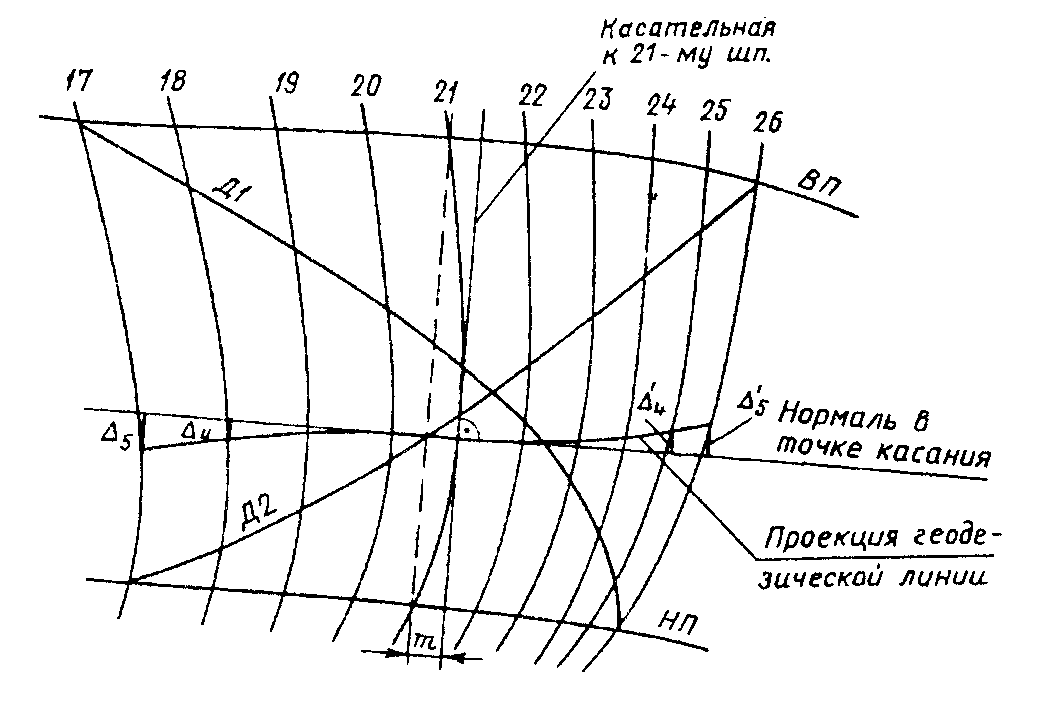
Рис.2.8. Построение геодезической линии.
В точке касания восстанавливают нормаль к касательной, пересекающую все шпангоуты детали. Затем вычисляют отстояния точек проекции геодезической линии Δi от проведенной нормали. Для первого шпангоута слева от точки касания (i = 1) Δi= 0.
В общем случае:

где  – прогрессы в первой, второй, i-ой шпациях от среднего шпангоута, измеренные по нормали, мм;
– прогрессы в первой, второй, i-ой шпациях от среднего шпангоута, измеренные по нормали, мм;
 – угол между нормалью к среднему шпангоуту и нормалью к i-му шпангоуту, восстановленной в точке его пересечения с первой нормалью, рад; углы измеряют транспортиром, градуированным в радианах.
– угол между нормалью к среднему шпангоуту и нормалью к i-му шпангоуту, восстановленной в точке его пересечения с первой нормалью, рад; углы измеряют транспортиром, градуированным в радианах.
Полученные значения Δi могут быть отложены вверх или вниз от нормали, в зависимости от изменения прогрессов в сторону от среднего шпангоута.
Если вдоль нормали от среднего шпангоута прогрессы возрастают, то Δi откладывают от нормали в ту сторону, в которой прогрессы между шпангоутами меньше, и наоборот. Если изменение прогресса вдоль нормали и углы φ,- малы, то отклонения проекции геодезической линии от нормали незначительны и за геодезическую линию можно принять нормаль к среднему шпангоуту.
Построение развертки начинают с пробивки базовой прямой линии (рис. 2.9), на которой откладывают растяжку геодезической линии в точки 17, 18,...,26. Радиусами, равными растянутым длинам верхней и нижней дуг среднего шпангоута от геодезической линии до пазовых точек делают засечки, через точку 21 проводят перпендикуляр к геодезической линии, от которого откладывают на засечках расчетную величину стрелки выгиба шпангоута (у). Откладывают так, чтобы выгиб следа среднего шпангоута на развертке был направлен в ту же сторону (в нос или в корму), что и погибь шпангоута на проекции «корпус».
Значение (у) находят аналогично применяемому в методе Е.Е.Егорова, однако поскольку прогрессы слева и справа от среднего шпангоута имеют разную величину (П1 и П2–прогрессы слева и справа от среднего шпангоута) рассчитывают величину выгиба 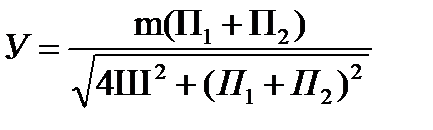
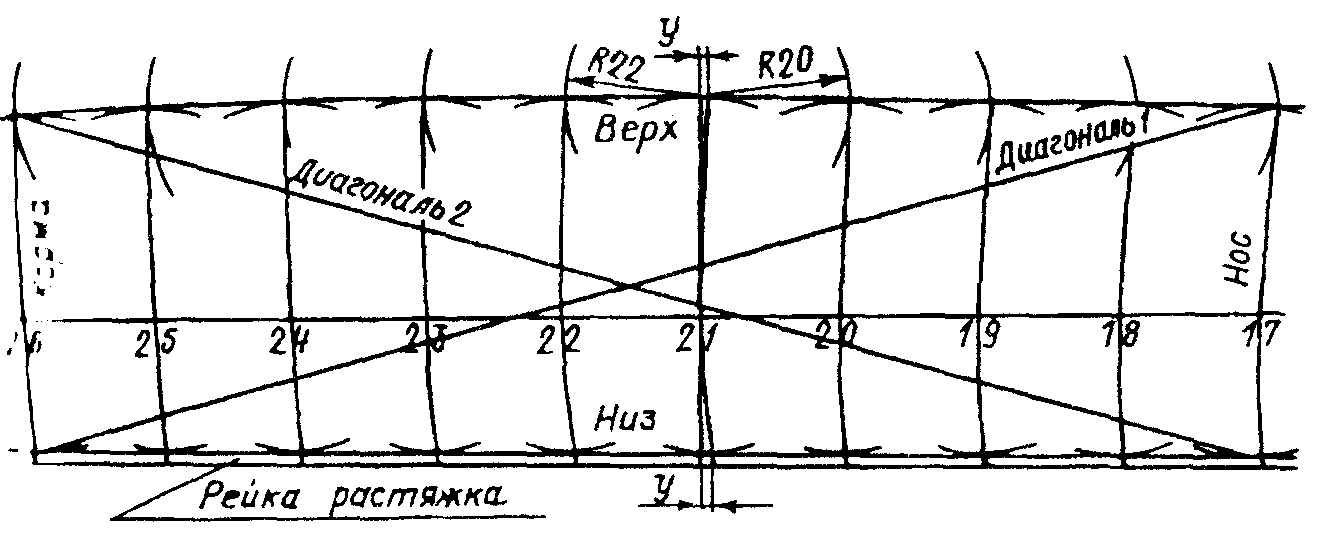
Рис.2.9 Построение развертки листа
Через полученные пазовые точки и точку 21 на геодезической линии проводят плавную кривую – след среднего шпангоута на строящейся развертке. Затем из нанесенных на растяжке геодезической линии точек шпангоутов радиусами, равными длинам дуг каждого шпангоута от растяжки геодезической линии до пазовых точек, делают засечки. Рейку-растяжку нижнего паза укладывают так, чтобы нанесенная на ней риска для среднего шпангоута совпала с его пазовой точкой на развертке. Пазовые точки других шпангоутов получатся при пересечении соответствующих рисок на рейке-растяжке с засечками указанными радиусами. Верхний паз строится аналогично. Через три точки: верхнего паза, на растяжке геодезической линии, нижнего паза проводят след каждого шпангоута на развертке.
Правильность построения развертки проверяют диагоналями. Нa развертке проводят диагонали Д1 и Д2 и измеряют их длину. Затем длины дуг следов шпангоутов от точек пересечения диагоналей со шпангоутами рейкой переносят на проекцию листа, на котором диагонали будут криволинейны (см. рис. 2.8). Построив после этого растяжки диагоналей, сравнивают полученные их длины с измеренными по развертке. При правильном построении развертки они должны совпасть либо расходиться на величину, не превышающую 2 мм ( в натуре).
Контур и размеры геометрически построенной развертки корректируют с учетом расчетной величины деформаций металла при гибке, исходя из формы изгиба детали. Схема корректировки приведена на рис. 2.10: кромки заготовки парусовидного листа в процессе гибки укорачиваются, а средняя ее часть растягивается (так, если не внести поправку, для листа 12х1150х5700мм при стрелке продольной погиби 235 мм и поперечной 118мм после гибки кромки по пазам укоротились на 23,8 мм, а длина листа в средней части возросла на 5,8 мм – что неприемлемо при сборке), следовательно пазы необходимо удлинить, а среднюю часть укоротив).
Абсолютную величину суммарных деформаций определяют по эмпирической формуле:
где Н – стрелка (наименьшая) продольного выгиба детали, мм;
h – стрелка поперечного выгиба детали на среднем шпангоуте, мм;
L – длина детали, мм;
η – полученный опытным путем безразмерный коэффициент, определяемый по графику, представленному на рис. 2.11, в зависимости от соотношения длины L и ширины В листовой детали.
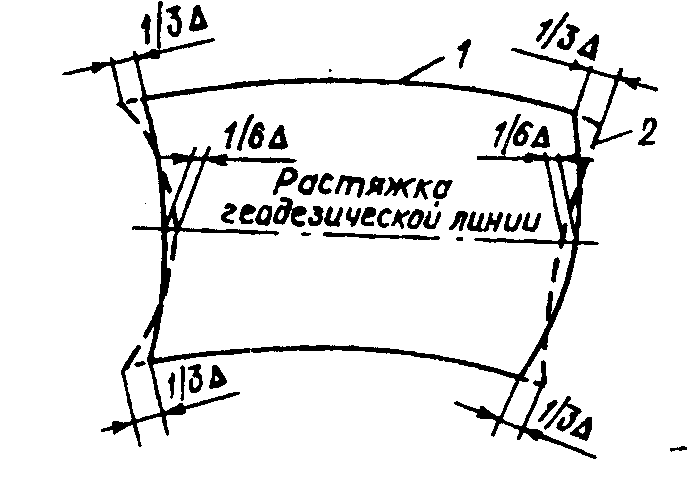
Рис 2.10 Корректировка формы парусовидного листа
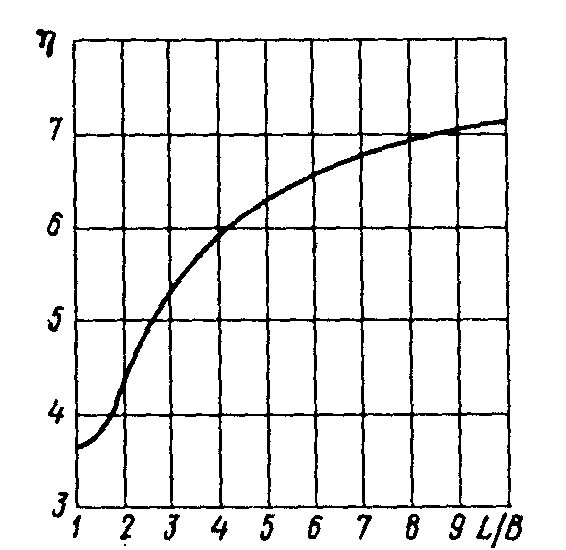
Рис. 2.11 Безразмерный коэффициент η
Значения h и L находят по плазовой разбивке: h – непосредственным измерением, L – по растяжке геодезической линии. Для определения Н выполняют специальное построение, иллюстрируемое рис. 2.12. К крайним шпангоутам разворачиваемого листа проводят касательные, параллельные хорде среднего шпангоута, и находят точки касания «а» и «б». Проводят прямую «аб», делят ее на отрезки «ав» и «вб», пропорциональные отношению сумм шпаций до и после среднего шпангоута. Через полученную точку «в» проводят прямую, параллельную хорде среднего шпангоута, до пересечения ее в точке «г» с нормалью к нему.
Отрезок Ог можно считать равным Н.
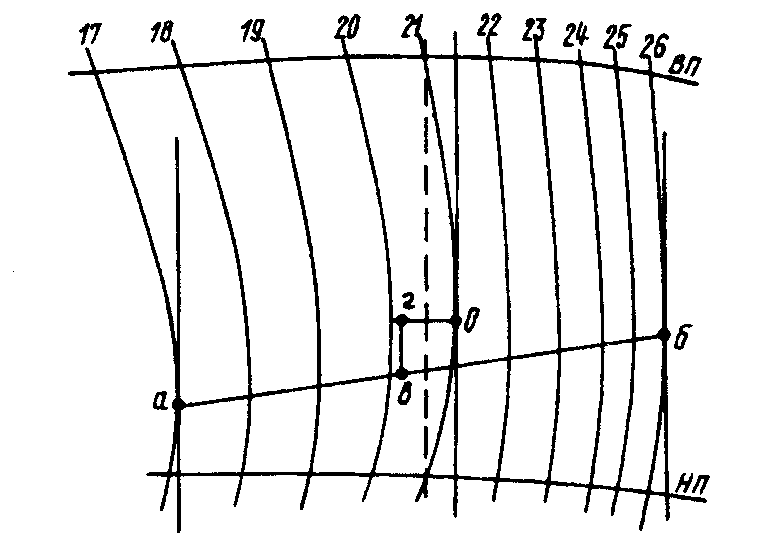
Рис.2.12 Определение стрелки продольного выгиба листа
Изменение поперечных размеров мало и им обычно пренебрегают. Опытом установлено, что форму заготовки обычных размеров (длиной 6-8 м) следует корректировать только в том случае, если произведение стрелок продольной и поперечной погибей превышает 2000 мм2.
ЛЕКЦИЯ 3
ПЛАЗОВОЕ ОБЕСПЕЧЕНИЕ КОРПУСООБРАБАТЫВАЮЩЕГО ЦЕХА
Как уже было отмечено, цехам завода плаз на основе всех построений готовит разнообразную информацию для работы с металлом и для ее контроля.
В числе документов, чертежей и разработок плаза:
— эскизы деталей, необходимые при выполнении различных операций, связанных с процессом их изготовления. Эскиз разрабатывают на каждую деталь или ее заготовку. При вычерчивании эскизов деталей вручную соблюдение масштаба не требуется. На эскизах наносят размеры детали, ориентирные надписи (верх, низ, нос, корма, борт, к ДП и т. п.), указывают вид и размеры разделки кромок под сварку, расположение и размеры припусков, номер детали по чертежу, марку материала и др. На рис. 3.1 в качестве примера приведен эскиз флора;
— шаблоны, необходимые как в цехе, изготавливающем детали корпуса, так и в других цехах, занятых сборочно-сварочными, проверочными, контрольными работами. Шаблоны показаны на рис. 3.2 и в зависимости от их назначения могут быть разметочными, контуровочными, проверочными. Различают также контршаблоны, чертежи-шаблоны.
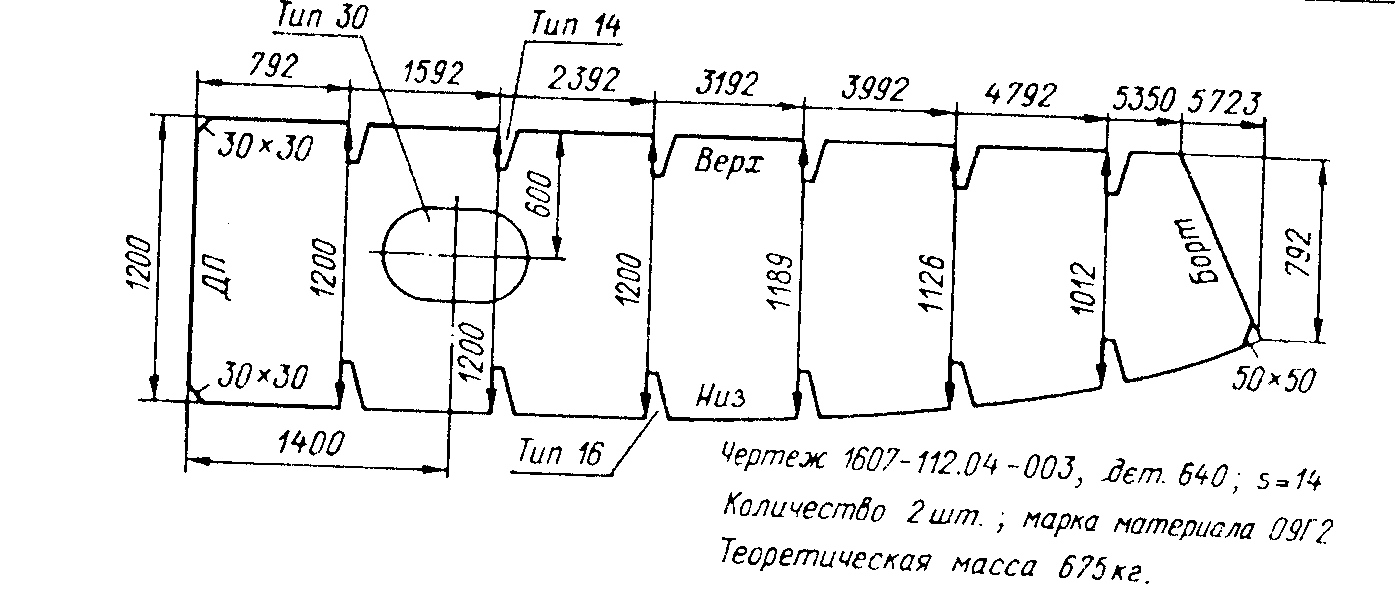
Рис 3.1Эскиз флора
Разметочные шаблоны воспроизводят контур детали в натуральную величину и предназначены для ручной разметки деталей на листе металла. Шаблоны изготавливают из фанеры, досок или дюралюминия. Контур шаблона очерчивают и фиксируют на металле разметочным инструментом. Применение шаблонов наиболее продуктивно при разметке большого количества одинаковых деталей, например, книц.
Контуровочные шаблоны предназначены для разметки линии припуска, подлежащего удалению при чистовой обработке кромок детали или конструкции.
Гибочные шаблоны – поперечные и продольные – предназначены для проверки формы изгибаемой заготовки детали в процессе и по окончании ее гибки. Шаблоны прикладывают к заранее размеченным на заготовке контрольным линиям и но прилеганию к поверхности изгибаемой заготовки судят о соответствии се формы требуемой. Контур поперечного шаблона снимается с натурного плаза без каких-либо построений, так как рабочая кромка шаблона повторяет обвод шпангоута. Однако при масштабной разбивке необходимо контур шаблона из М 1:10 перевести в масштаб 1:1. Нa рис. 3.3 приведен участок плазовой разбивки, который нужно перенести на гибочный шаблон натуральной величины. С разбивки линии отдельных сечений переносят на деревянные заготовки. Правильность расположения сечений фиксируют с помощью дополнительных контрольных линий. Последовательность действий следующая: линии разбивки копируют на прозрачную пленку, которую фотографируют, а негатив проецируют на деревянную заготовку, учитывая масштаб; все световые линии по гибкой рейке обводят карандашом и обрезают по карандашу, еще раз проверяя правильность лекальной кромки по световому контуру. Контур в натуральную величину можно вычертить и по точкам, координаты которых сняты с масштабного плаза в табличном виде с эскизом.
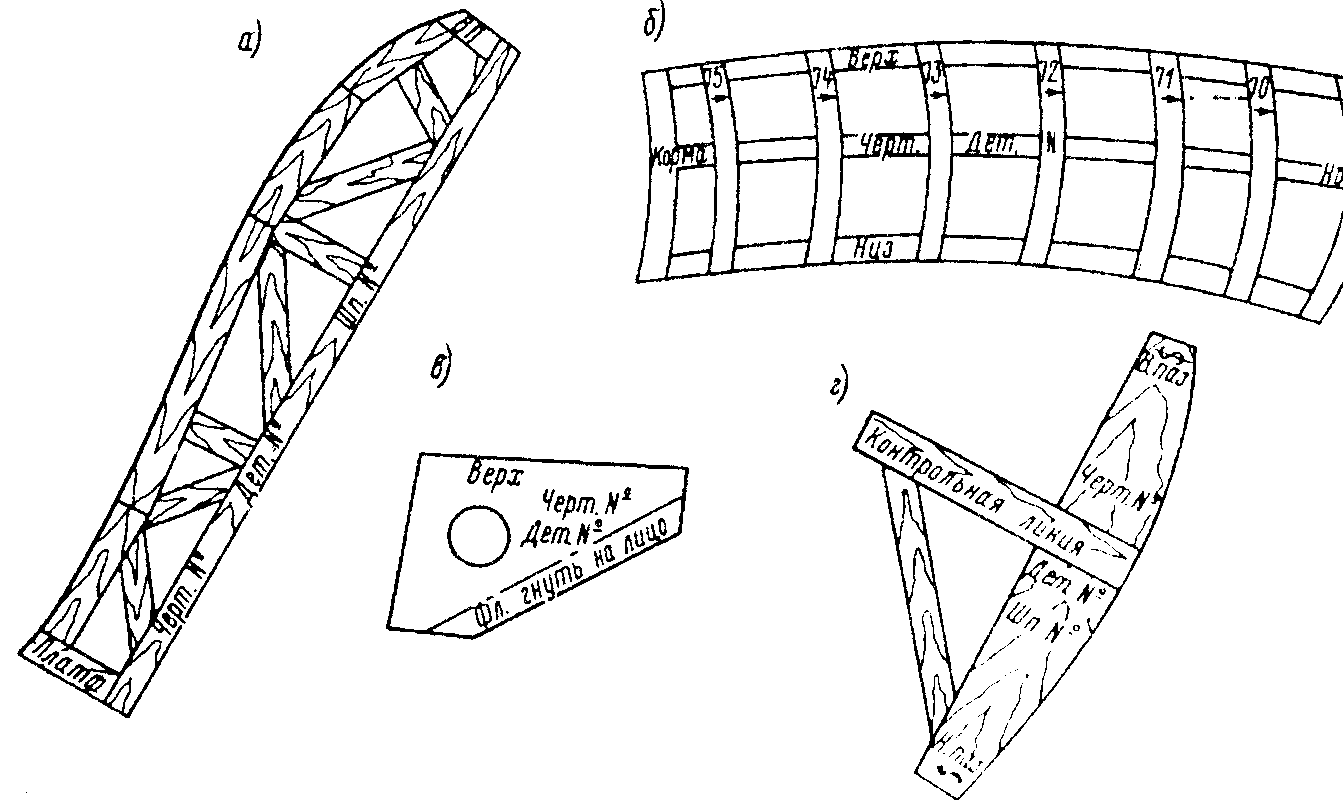
Рис. 3.2 Гибочные шаблоны
Для профильных деталей, изгибаемых на ребро, гибочный шаблон иногда заменяют нанесением на металле кривой линии, которая в результате гибки до заданного выгиба должна стать прямой, как показа но на рис. 3,4.
Чертежи-шаблоны (рис.3.5) необходимы при фотопроекцион-iioii разметке на листе металла деталей, вырезаемых механической резкой. Масштаб чертежа-шаблона должен совпадать с масштабом плазовой разбивки, т. е. обычно 1:10. Чертежи-шаблоны вычерчивают тушью на плотной фотобумаге, предварительно наклеенной на стеклянную и пластину, что обеспечивает неизменность размеров при колебаниях температуры и влажности в помещении их хранения. Чертеж -шаблон аналогичен карте раскроя. Его фотографируют на фотопластинку, негатив которой передают на участок фоторазметки. Через фотопроекционный аппарат,пластинка проецируется на размечаемый лист.
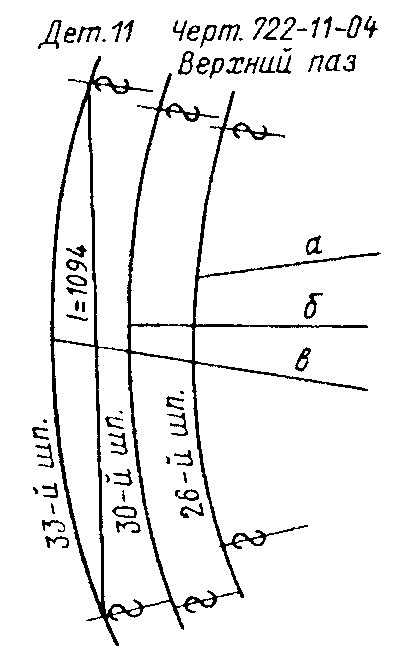
Рис 3.3 Масштабный чертеж для вычерчивания контура гибочного шаблона
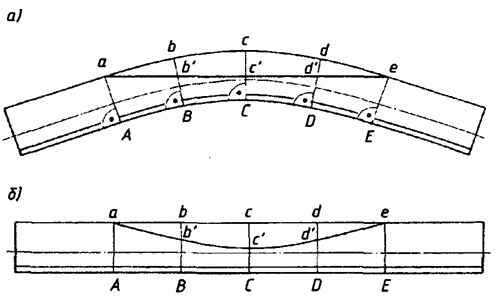
Рис 3.4 Построение кривой при бесшаблонном контроле формы профиля при гибке
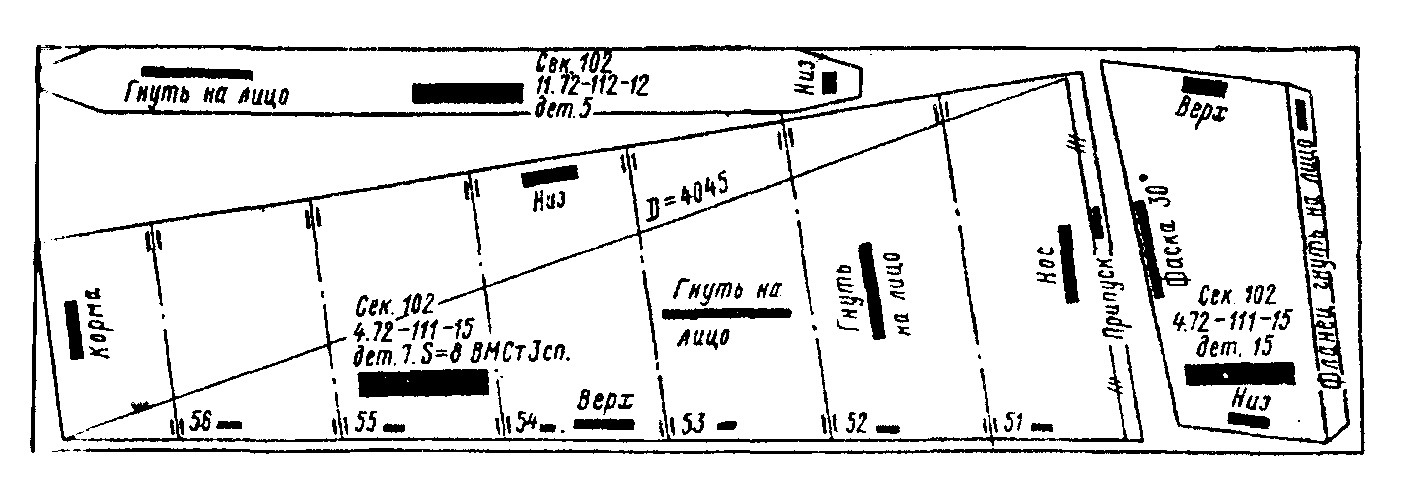
Рис. 3.5 Чертеж-шаблон
Каркасы изготавливают на плазе для проверки формы наиболее сложных деталей во время и по окончании их гибки. Каркасы собирают из отдельных деревянных поперечных шаблонов, скрепленных между собой продольными рейками. На рис. 3.6 видно, что рабочая поверхность каркаса образуется как поперечными шаблонами, так и расшивинами (продольные рейки), врезанными в шаблоны вровень с их лекальной кромкой. Если плоскость основания каркаса (базовая плоскость) перпендикулярна к ПМШ, то для его изготовления нужно расставить поперечные шаблоны на расстоянии шпации друг от друга и в таком положении закрепить их. Для уменьшения высоты каркасов часто изготовляют так называемые усеченные каркасы, базовая плоскость которых не перпендикулярна ПМШ. Она выбирается так, чтобы высота поперечных шаблонов оказалась примерно одинаковой.
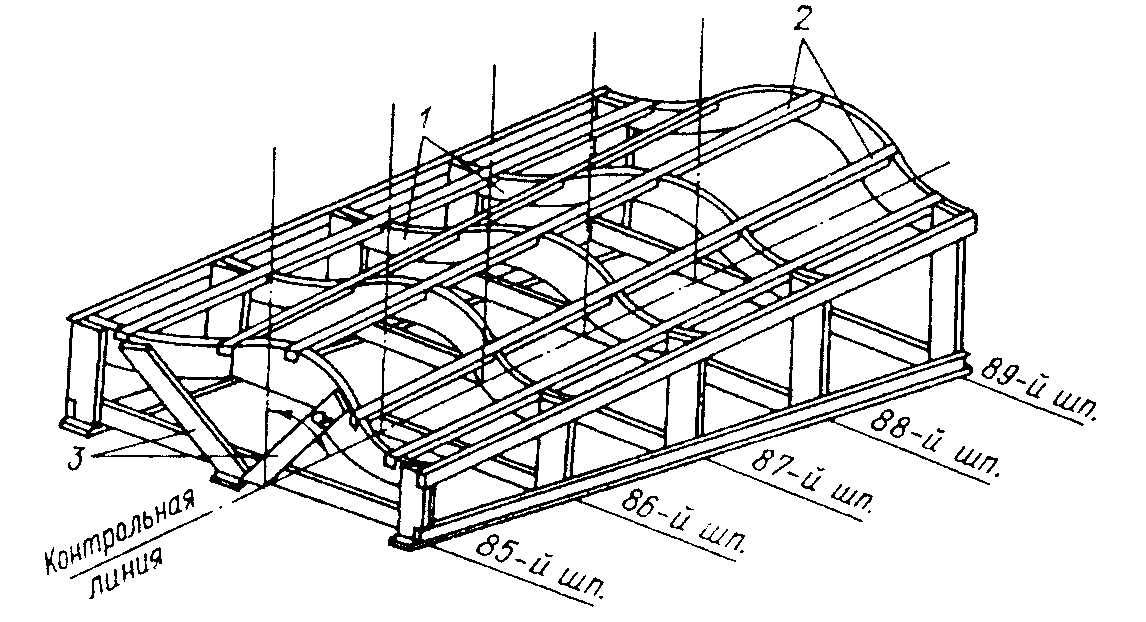
Рис 3.6 Каркас
Управление движением резака машины для тепловой с оптической системой управления вырезки деталей производится на основе копир-чертежей (рис. 3.7). По сути копир-чертеж аналогичен карте раскроя, как и чертеж- шаблон и изготавливается подобно последнему.
Карта раскроя листового проката предназначена для учета расхода металла при размещении на листах деталей. Детали сортируют по маркам материала и по толщинам, затем контуры деталей каждой группы вычерчивают в масштабе 1:10 или 1:20 внутри прямоугольника, размеры которого соответствуют размерам заказного листа. На одном листе располагают детали одной секции. Если при этом листы не заполняются, то на них размещают детали одного блока и, в крайнем случае, одного строительного района судна. Кроме того, детали должны иметь одинаковый технологический процесс вырезки, т. е. лист должен разрезаться полностью механическим способом или только на машинах для тепловой резки. Качество размещения деталей на карте раскроя оценивается коэффициентом использования металла:
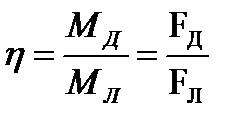
где Мл и Мд – масса заказного листа и масса вырезаемых из него деталей;
Fn и FR – площади листа и деталей.
Среднее значение коэффициента использования по судну в целом должно быт дл
| <== предыдущая лекция | | | следующая лекция ==> |
| Съемочное обоснование мензульной съемки | | | Неисправности колесных пар |
Дата добавления: 2019-09-30; просмотров: 1545;
Поиск по сайту
Узнать еще
- I. 3. Функции минеральных веществ плазмы крови
- I. 4. Функции белков плазмы крови
- R-плазмиды, функции, строение. Пути передачи. Механизм множественной лекарственной устойчивости.
- Аксоплазматический транспорт
- Амбиполярная диффузия слабоионизированной плазмы поперек магнитного поля
- Библиографический поиск литературных источников
- Библиографический список
- Библиографический список

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
