Комментарии в УП и карта наладки
Программист создает много программ для станка с ЧПУ. При этом сложно запомнить все технологические подробности и нюансы работы даже с одной и той же программой. В свою очередь оператор станка должен хорошо представлять, что делает конкретная УП и обладать определенной информацией для настройки станка (положение нулевой точка, режущие инструменты и т.д.). В настоящее время такая информация сохраняется двумя способами:
1) с помощью комментариев в программе
2) с помощью карты наладки.
Комментарии представляют собой обычные предложения, при помощи которых программист доводит до оператора станка определенную технологическую информацию. Обычно в комментариях содержатся следующие данные:
1. дата и время создания УП;
2. номер чертежа;
3. материал заготовки;
4. данные о рабочей системе координат;
5. размеры инструмента;
6. названия технологических операций.
Для того, чтобы ввести комментарии в УП, используется символ "точка с запятой" или круглые скобки.
(... комментарий ...) или ; ... комментарий ...
На комментарии налагаются следующие ограничения:
1) Длина комментариев ограничена и для каждой стойки ЧПУ имеет свое значение.
2) Некоторые стойки ЧПУ не воспроизводят кириллицу. Поэтому если программа набрана на компьютере, то на стойке они будут нечитаемы.
При работе на станках с ЧПУ могут использоваться следующие виды документации:
1) операционная карта,
2) карта операционных эскизов,
3) карта наладки станка,
4) карта наладки инструмента,
5) расчетно-технологическая карта.
В указанных документах содержится полная информация для обработки детали.
Многие CAD/САМ-системы умеют автоматически генерировать карту наладки и инструментальную карту, в которой содержатся подробные сведения о применяемом в данной УП режущем инструменте.
Тема 4. РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ В СИСТЕМЕ CNC
G-коды программирования
G00 – Ускоренное перемещение инструмента
N10 G00 Xn Zn (1)
Код G00 указывает на то, что перемещение инструмента осуществляется на ускоренной подаче (10 - номер кадра).
G01 – Линейная интерполяция
N20 G01 Xn Zn F n (2)
Код G01 предназначен для выполнения линейной интерполяции, или, говоря простым языком, для перемещения инструмента по прямой линии с заданной скоростью. Кадры для линейной интерполяции записывается следующим образом:
Основное отличие кода G01 от G00 заключается в том, что при линейной интерполяции инструмент перемещается с заданной скоростью (скоростью рабочей подачи), при которой возможна механическая обработка материала. При этом СЧПУ поддерживает прямолинейное перемещение по трем осям одновременно.
N10 G01 X10.0 Z30.0 F100 (3)
N20 X40.0 Z40.0
В кадре N10 инструмент перемещается в точку (10;30) со скоростью 100 миллиметров в минуту. Следующий кадр выполняет линейное перемещение в точку X=40; Y=40; Z=40. Так как код G01 является модальным, то его не нужно указывать еще раз в кадре N20. То же самое относится и к скорости подачи F. Если в кадре N10 указана скорость F100, то она остается неизменной, пока не будет запрограммировано новое значение F. Линейная интерполяция используется не только для обработки в плоскости X–Y, но и для вертикального врезания в материал заготовки.
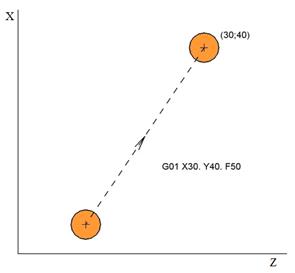
Рис. 1. Перемещение инструмента в точку (30; 40)
со скоростью рабочей подачи 50 мм/мин
Пример УП: Ток_Пр_00.prg
G02 и G03 - Круговая интерполяция (4)
Код G02 – перемещение по дуге окружности по часовой стрелке,
Код G03 – перемещение по дуге окружности против часовой стрелки.
Как и при выполнении линейной интерполяции, в кадре круговой интерполяции необходимо указать рабочую подачу F.
Существуют два способа для формирования кадра круговой интерполяции.
1-й способ - с указанием конечной точки и радиуса:
а) по часовой стрелке: G02 Xn Zn Rn Fn.(5)
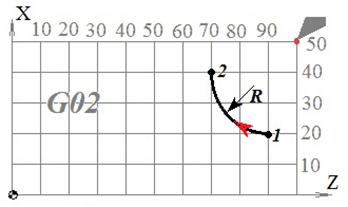
Рис. 2.
G02 - движение по часовой стрелке;
Xn Zn - координаты конечной точки дуги (n - значение координаты);
R - радиус движения;
Fn - скорость рабочей подачи.
Для выполнения скругления необходимо подвести вершину инструмента в начальную точку 1, затем выполнить кадр УП - инструмент переместится в точку 2.
Пример УП: Ток_Пр_01.prg (см. Приложение)
б) против часовой стрелки: G03 Xn Zn Rn Fn.(6)
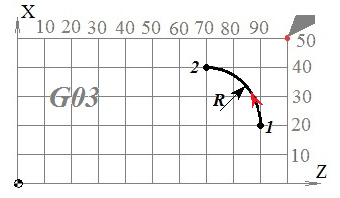
Рис. 3.
Пример УП: Ток_Пр_02.prg
Длина дуги скругления зависит от координат конечной точки дуги и от величины радиуса. Пример скругления дугой 180 градусов:
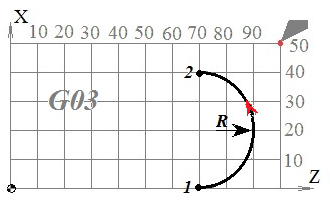
Рис. 4.
Пример УП: Ток_Пр_03.prg
2-й способ - с указанием конечной точки и инкрементальных координат центра дуги относительно начальной точки:
а) по часовой стрелке: G02 Xn Zn In Kn Fn.(7)
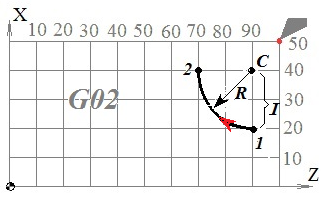
Рис. 5.
G02 - движение по часовой стрелке;
Xn Zn - координаты конечной точки дуги;
In - инкрементальная координата центра дуги по оси X (расстояние между начальной точкой 1 и центром дуги по оси X- на рисунке dX=20мм);
Kn - инкрементальная координата центра дуги по оси Z (расстояние между начальной точкой 1 и центром дуги по оси Z - на рисунке dZ=0);
R - радиус движения;
Fn - скорость рабочей подачи.
Пример УП: Ток_Пр_04.prg
б) против часовой стрелки: G03 Xn Zn In Kn Fn(8)
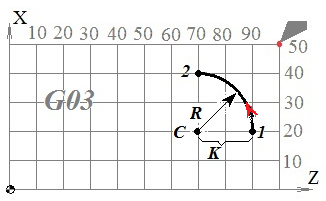
Рис. 6.
G03- движение против часовой стрелки;
Xn Zn - координаты конечной точки дуги;
In - инкрементальная координата центра дуги по оси X (расстояние между начальной точкой 1 и центром дуги по оси X - на рисунке dX=0);
Kn - инкрементальная координата центра дуги по оси Z (расстояние между начальной точкой 1 и центром дуги по оси Z - на рисунке dZ= -20мм);
R - радиус движения;
Fn - скорость рабочей подачи.
Пример УП: Ток_Пр_05.prg
Если длина дуги не кратна 90 градусов, то для ее выполнения требуются определенные тригонометрические расчеты. Пример программирования дуги, длина которой меньше 90 градусов:
G03 Xn Zn Rn Fn(9)
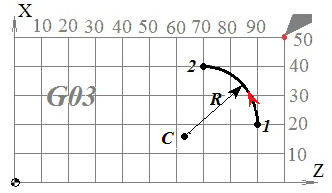
Рис. 7.
Пример УП: Ток_Пр_06.prg
Выбор варианта записи кадра кругового перемещения зависит от возможностей ЧПУ и привычки программиста. Большинство современных станков с ЧПУ поддерживают оба варианта записи.
G04 – Время выстоя
Формат: N... G04 P... [с] (10)
G20 - Цикл продольного точения (11)
Формат: N…G20 Xn Zn F...
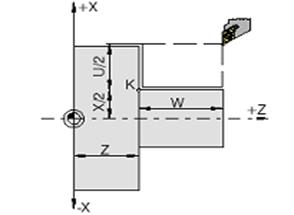
Рис. 8. Цикл продольного точения
Пример УП: Ток_Пр_07.prg
Аналогично программируется и цикл обработки конуса с добавлением радиуса
Формат: N…G20 Xn Zn R F... (12)
Пример УП: Ток_Пр_08.prg
G24 - Цикл торцовой обработки (13)
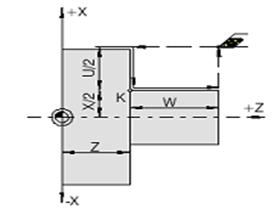
Рис. 9. Цикл торцовой обработки
Формат: N...G24 X(u) Z(w) F...
Пример УП: Ток_Пр_09.prg
Данный цикл модальный, и отменяется командой G из той же группы. Для последующих кадров, необходимо программировать только измененные координаты, указывая обе координаты X и Z, а так же R, если требуется конус.
Отрицательный параметр конуса (-R) определяет конус, как показано на чертеже.
G25 – Включение контроля зон запрета перемещений. (14)
Зоны должны быть определены через меню “Токарный станок -> Зоны запрета”.
G26 – Отмена контроля зон запрета. (15)
G28 – Нарезание резьбы с одного прохода. (16)
Пример: N01 G28 Z-30. E1 – Резьба с шагом 1 мм.
Перед запуском команды G28 ОБЯЗАТЕЛЬНО должно быть запущено главное движение. Параметром E задается скорость суппорта в мм/об (миллиметров на 1 оборот шпинделя).
G37 – Выход в фиксированную точку (17)
N01 G37 Pn – Выход в точку, заданную параметром n. См. M100.
N01 G37 X-20. Z-30. – Выход в точку c координатами X, Z.
G53 – Отмена установки G54. (18)
G54 – Система координат детали, смещает ноль детали в системе координат станка. (19)
N01 G54 X0. Z100.
При выходе в точку с координатой X0, Z0 инструмент пойдет в точку со значением заданным функцией G54.
G70 – Возврат из подпрограммы. (20)
N01 G70 – Последний кадр подпрограммы.
G71 – Вызов подпрограммы (21)
N01 G71 P200
Вызов подпрограммы, которая начинается с кадра N200. Подпрограмма должна завершаться командой G70.
G72 – Безусловный переход на заданный кадр (22)
N01 G72 N150 – Переход к кадру N150.
G92 – Задание смещения центра координатной системы (23)
N01 G92 Xn Yn Zn
G93 – Отмена смещения центра координатной системы (24)
N01 G93
G500 – Вывод на экран сообщения с указанным номером. (25)
N102 G500 P4 – вывод сообщения с номером 4.
Выполнение УП прерывается. Система ожидает нажатия на кнопку ОК.
Редактирование сообщений осуществляется через меню Настройка.Функция
G500 -вывод сообщения (26)
N102 G500 Px En – вывод сообщения с номером x и значение переменной En.
Дата добавления: 2021-02-19; просмотров: 926;
Поиск по сайту
Узнать еще
- АНЕСТЕЗИОЛОГИЧЕСКАЯ КАРТА
- Географическая карта и методика работы с ней.
- Географическая карта. Способы изображения на картах
- До Декарта и Канта признавалось, что активен О (объект), а S (субъект) - пассивно воспринимает мир, отсюда тождество О и S.
- Договоров «Зеленая карта», транспортного страхования
- Задание 1. Поступление оборудования, требующего монтажа и наладки с вводом в эксплуатацию.
- Залегание горных пород и его изображение на картах
- Измерения на картах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
