Станочная система координат и направления перемещений
Система координат станка с ЧПУ является главной расчетной системой, определяющей перемещения исполнительных органов. Оси координат располагают параллельно направляющим станка, что позволяет при создании УП легко задавать направления и расстояния перемещений.
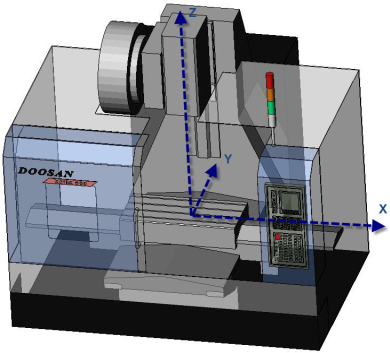
Рис. 3.1а. Оси координатной системы
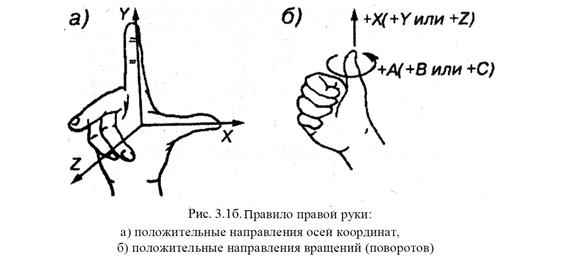
Стандартом для всех станков с ЧПУ является правая система координат. В этой системе положительные направления координатных осей определяются по правилу «правой руки».
В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента из заготовки. То есть ось Z всегда связана со шпинделем станка. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна оси Z и параллельна плоскости рабочего стола.
При создании УП программист сталкивается с проблемой неоднозначности организации перемещений в станках. Дело в том, что в одних станках перемещается шпиндель и инструмент относительно неподвижной заготовки. В других станках перемещается рабочий стол с заготовкой. Отсюда возникает противоположность направлений перемещения. Чтобы избежать ошибок, для программиста существует следующее правило: инструмент перемещается относительно неподвижной заготовки. С учетом этого правила система ЧПУ сама определяет, в каком направлении нужно переместить тот или иной узел станка.
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение базовой точки относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией.
Нулевая точка станка – это позиция, установленная производителем станка (используются концевые датчики). После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или «обнулить» их машинную позицию. Это делается для синхронизации СЧПУ со станком. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврата в нуль, то станок просто «откажется» работать. Когда исполнительный орган приходит в нулевую точку станка, то СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной. Для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
Дата добавления: 2021-02-19; просмотров: 1113;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- III. Основные направления развития воспитания
- Єдина державна система цивільної оборони населення та територій

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
