Система координат при трехмерном программировании
Трехмерное программирование применяется, например, при фрезерной обработке. Главное движение (движение резания) совершает шпиндель станка (вокруг оси Z). Движения по двум другим координатам совершает, как правило, стол станка (оси X и Y).
В трехмерной системе координат различают:
- систему координат станка;
- систему координат инструмента;
- систему координат детали.
Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола базовой точкой может быть точка пересечения его диагоналей или один из углов стола. Положение базовой точки относительно начала координат станка с ЧПУ или нулевой точки станка называется позицией исполнительного органа в системе координат станка или машинной позицией.
Система координат станка устанавливается производителем и, как правило, не может изменяться. Система координат инструмента предназначена для задания положения его режущей части относительно державки.
Система координат детали отличается от системы координат станка на величину вылета инструмента. Система координат детали является основной и устанавливается программистом из соображений удобства составления управляющей программы. В системе координат детали осуществляется программирование обработки.
Основными (базовыми) точками систем координат является положение их начала координат ("0" станка, "0" инструмента, "0" детали,)
Один из вариантов задания системы координат детали:
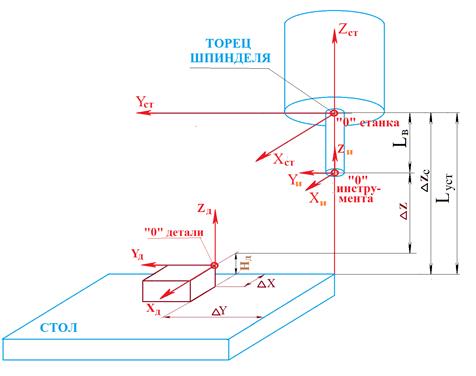
Рис. 3.3. Система координат при трехмерной обработке
В качестве базовой точки по координате Z выбрана верхняя поверхность заготовки. Это удобно сделать, поскольку после обработке верхней части заготовки она полученная поверхность может быть выбрана в качестве базы для остальных элементов детали.
В других вариантах "0" детали по оси Z связывается с поверхностью стола станка. Тогда все перемещения инструмента по оси Z будут задаваться в пределах положительной полуоси, а в качестве базовой поверхности может быть принята нижняя поверхность заготовки.
Следует также отметить, что при создании УП программист сталкивается с проблемой неоднозначности организации перемещений в различных моделях станков. В одних моделях перемещение по осям координат X и Y совершает рабочий стол с заготовкой. В других моделях заготовка остается неподвижной, а перемещение в плоскости XY осуществляет шпиндель станка. Чтобы избежать ошибок, для программиста существует следующее правило: инструмент перемещается относительно неподвижной заготовки. С учетом этого правила система ЧПУ сама определяет, в каком направлении нужно переместить тот или иной узел станка.
Дата добавления: 2021-02-19; просмотров: 1108;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- API как средство интеграции приложений.
- B). Система относительных координат.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- DSM — система классификации Американской психиатрической ассоциации
- F00 Деменция при болезни Альцгеймера

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
