Испытания ПП на тепловой удар
Проводят следующие испытания ПП на тепловой удар:
• определение последствий воздействий теплового удара на ПП при погружении в жидкость;
• воздействие теплового удара на ПП при погружении ее в флюидизированную песочную баню;
• тепловой удар при плавании образца в ванне с припоем;
• тепловой удар при пайке паяльником;
• тепловой удар при пайке погружением;
• термоудар при плавании образца ПП в ванне с припоем при температуре Т= 280 °С;
• испытание на расслоение ПП при термоударе.
Определение последствий воздействий теплового удара на ПП при погружении в жидкость. Испытания проводятся следующим образом: в ванну с кремнийорганической или эквивалентной ей жидкостью при температуре Т= (260+5) °С, измеренной на глубине 25 мм, погружают образец и удерживают в горизонтальном положении на той же глубине в течение времени, установленного в ЧТУ. Затем образец извлекают из ванны, охлаждают до температуры Т= (25+10) °С, погружают в трихлорэтан или трихлорэти-лен, просушивают струей чистого воздуха, промывают в изопропиловом спирте, просушивают струей чистого воздуха и проводят визуальный осмотр при 3-кратном увеличении.
Тепловой удар при погружении в флюидизированную песочную баню. Испытания проводятся для того, чтобы подвергнуть ПП (образец) воздействию теплового удара одновременно с обеих сторон, когда применение кремнийорганической жидкости нежелательно.
При проведении испытаний используют флюидизированную (псевдоожиженную) баню, температура которой поддерживается в пределах (260±5) °С. Образец погружают в вертикальном положении в среду бани (песок) на время, указанное в ЧТУ, затем охлаждают до температуры Т= (25+10) °С и проводят визуальный осмотр при 3-кратном увеличении (рис. 1.7).
Термоудар при плавании образца в ванне с припоем. В данном испытании теплота воздействует, в основном, только на одну сторону образца, подобно тому, как это происходит при пайке волной припоя и погружением в расплавленный припой или жидкость
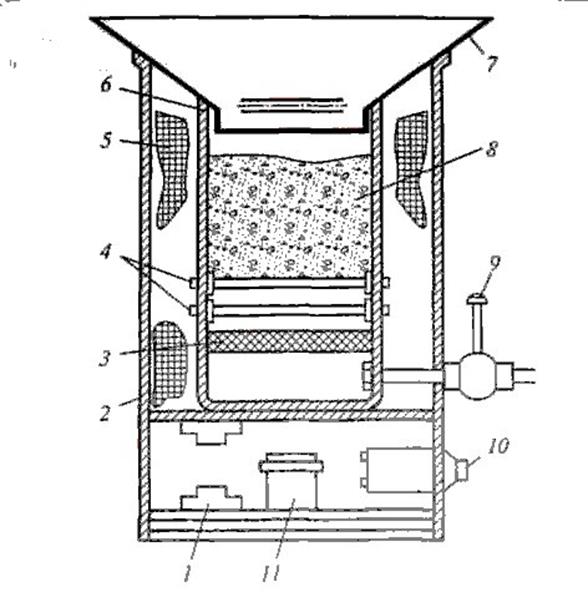
Рис. 1.7. Флюидизированная (псевдоожиженная) баня: 1 — блоки электропроводки и соединителей; 2 — внешний корпус; 3 — пористая пластина; 4 — нагреватели; 5 — изоляция; 6 — внутренний корпус; 7— фланец; 8— среда бани; 9 — входной клапан и отверстия для воздуха; 10— регулятор энергии; 11 — блок надежности
Образец должен плавать в ванне с припоем при температуре Т=(260±5)°С (время указывают в ЧТУ), затем его охлаждают до температуры Т=15...35 °С, погружают в трихлорэтилен или трихлорэтан, сушат струей воздуха, промывают в изопропиловом спирте и сушат струей воздуха.
Тепловой удар при пайке паяльником. Испытания проводятся с целью имитации воздействия теплового удара при перепайке ЭРИ или ПМК, устанавливаемых на ПП. Испытание осуществляют паяльником, температура жала которого составляет (270+10) °С, путем повторения циклов впаивания проволоки — выпаивания проволоки — охлаждения контактной площадки образца и т. д. Число циклов указывают в ЧТУ. При испытаниях используют припой ПОС-61 ГОСТ 21931-76.
Тепловой удар при пайке погружением. При испытании имитируется процесс пайки и перепайки ЭРИ и ПМК, устанавливаемых на ПП, путем многократного погружения в расплавленный припой. Проволоку устанавливают в металлизированное отверстие, зажимают, и образец погружают в ванну с припоем ПОС-61 ГОСТ 21931—76 при температуре (260±5) °С в течение (4+0,5) с, затем контактную площадку охлаждают до температуры (25110) °С, вновь погружают и охлаждают — всего 3 раза, что составляет один цикл испытаний. Число циклов указывают в ЧТУ.
Термоудар при плавании образца в ванне с припоем при температуре 80 С. Методика проведения испытаний такая же, как при испытании «Термоудар при плавании образца в ванне с припоем». Отличие состоит в необходимости проведения предварительного кондиционирования при температуре Т- 125 °С и поддержании температуры припоя в ванне равной Т= 280 С, которая должна быть выше температуры, используемой в процессе пайки.
Испытание на расслоение ПП при термоударе. Испытания проводятся на серийной ПП, тест-купоне или на оговоренном участке составного тесткупона для проверки правильности выбора ТП и материала основания ПП, путем проверки способности ПП выдержать термоудар без видимого расслоения ПП.
Образец подвергается предварительному кондиционированию при Т=125 °С с целью высушить образец до такой степени, чтобы влага, находящаяся в материале, не влияла на результаты испытаний.
Предварительное кондиционирование осуществляется в камере тепла с циркуляцией воздуха при температуре (125+5) ºС в течение времени, установленного в ЧТУ, после чего образец охлаждается в нормальных атмосферных условиях до температуры менее Т- 35 °С в течение 8 ч.
После восстановления температуры образца на него воздействуют термоударом путем погружения образца в ванну с расплавленным припоем, температура которого составляет (260±5) °С. В нем образец должен плавать таким образом, чтобы с припоем контактировала только одна сторона образца. Время указывается в ЧТУ.
После извлечения из припоя образец охлаждается до температуры (25± 10)°С, затем на несколько секунд погружают в трихлорэтан или трихлорэтилен, просушивают струей чистого воздуха и подвергают визуальному осмотру при 3-кратном увеличении.
Для проверки внутреннего расслоения изготавливают микрошлиф, который подвергают визуальному осмотру при 250-кратном увеличении.
Контроль
В производстве ПП применяют следующие основные методы контроля:
• электрический;
• оптический;
• рентгеновский;
• рефлектометрический.
Контроль ПП производится по целой совокупности параметров: механических, электрических и пр.
При электрическом контроле ПП проверяется:
• на целостность проводников;
• на наличие КЗ между проводниками;
• на качество изоляции.
Для электрического тестирования применяют различные анализаторы производственных дефектов, в которых контактирование осуществляется следующими способами:
• через односторонний или двусторонний тестовый адаптер «поле подпружиненных контактов» (рис. 2.1);
• при помощи гибкой пробниковой системы с подвижными пробниками (метод «летающий пробник»);
• с использованием вакуумных, кассетных, пневматических адаптеров;
• большим количеством разъемов.
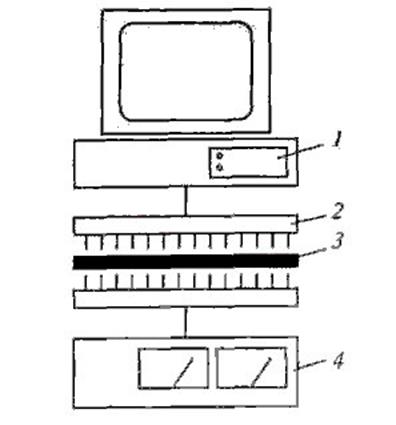
Рис. 2.1. Тестирование ПП: 1 — компьютер; 2 — «ложе» из гвоздей; 3 — ПП; 4 — измерительное устройство
Тестовые программы могут быть подготовлены:
• путем простого самообучения по заведомо годной ПП;
• заимствованы из CAD/CAE, TSSI, LASAR и др.;
• с использованием таблицы межсоединений;
• с использованием графического интерфейса;
• вручную.
Запитывание тестируемых ПП производится при помощи фиксированных и программируемых блоков питания.
Внешнее управление контрольно-измерительными приборами обеспечивают:
• стандартные промышленные интерфейсы;
• через последовательный интерфейс RS232;
• через интерфейс IEEE;
• через интерфейс GPIB (интерфейсная шина общего назначения);
• VX (расширенный интерфейс для измерительной техники). Индикация неисправностей осуществляется при помощи:
• графического экранного отображения дефектов;
• цифровых указателей;
• звуковых указателей;
• векторных указателей.
Цифровой указатель высвечивает значения токов, напряжений, сопротивлений; звуковой — меняет тональность сигнала по мере приближения к месту дефекта; векторный — указывает направление движения тестового пробника.
Программное обеспечение тестовых систем работает в операционной системе OS/2 и имеет две дискретные среды:
• среду подготовки программ;
• тестовую среду оператора.
Автоматическое тестовое оборудование обеспечивает:
• автоматический выбор тестовых адаптеров;
• загрузку соответствующих им тестовых программ;
• статистическую оценку качества;
• графическое экранное отображение дефектов.
Представляет интерес локализатор коротких замыканий Model 850/950 (Polar, Великобритания), предназначенный для обнаружения:
• КЗ;
• утечек тока на ПП в том числе и МПП;
• разрывов проводников;
• дефектов шин;
• КЗ между слоями МПП, когда шины земли и питания выполнены на отдельных слоях.
Обычное тестовое оборудование указывает цепи с короткозамкнутыми слоями или проводниками и не определяет точно место отказа без применения паяльника и скальпеля. Этот локализатор указывает место дефекта с точностью до 1...2 мм, используя цифровой, звуковой и векторный указатели.
Принцип работы при локализации КЗ между двумя проводниками:
• подается напряжение питания;
• перемещается оператором щуп-пробник по проводникам;
• отслеживается изменение величины тока на цифровом указателе: повышение звукового тона (близко дефект) — на звуковом указателе (трельлокализация дефекта); векторный — указывает направление движения щупа-пробника.
Возможен поиск грубых КЗ (до 200 МОм), включая плоскостные (до 40 МОм) на обесточенной ПП и обнаружение частичных утечек (200...300) Ом.
Оборудование для электрического контроля ПП (адаптерные и безадаптерные системы) производят фирмы ATG Test System GmbH (Германия); Fastek и CheckSum (США) и др.
При оптическом контроле системы оптического контроля ПП работают под управлением компьютера и снабжены:
• рабочей платформой с перемещением по X/Y;
• вращающейся на 360° смотровой призмой;
• 35-миллиметровое фото- или видеооборудованием;
• цветным монитором с высоким разрешением;
• сменными объективами для изменения масштаба изображения (кратного 4, 8, 12);
• принтером;
• волоконно-оптической подсветкой контролируемой области ПП;
• специализированным ПО для оптического контроля.
Системы оптического контроля применяются для обнаружения следующих дефектов:
• проколы, выступы, царапины, вырывы на проводниках;
• неточность размещения контактных площадок и проводников;
• изменения ширины проводников;
• неточность размеров контактных площадок;
• непараллельность и неровность краев проводников;
• подтравливание и нависание проводников;
• дефекты металлизации переходных отверстий и др.
Система оптического контроля может работать как в ручном (без компьютера), так и в автоматическом режиме путем сопряжения с совместимыми или управляющими компьютерами.
Системы автоматического оптического тестирования (АОТ) очень дорогие (порядка 350 000 долл.). Их производят, например, фирма Orbotech Ltd, Lloyd Doyle и др.
При рентгеновском контроле используют системы инспекции МПП с открытыми рентгеновскими трубками (Япония) и с закрытыми (Германия). Закрытые трубки более надежны, но существуют проблемы с разрешающей способностью и временем работы. Открытые трубки имеют лучшее разрешение, неограниченное время жизни, но требуют специальных условий для работы.
Рентгеновские системы применяют:
• для поиска свищей слоев;
• при базировании слоев при составлении пакета МПП для определения места сверления базового отверстия следующего (расположенного ниже) слоя;
• для контроля качества просверленных отверстий;
• для контроля качества металлизации в слоях.
Большинство тестовых систем предназначено как для контроля всех основных неисправностей ПП, так и электронных модулей.
Финишные процессы2] стр. 387-390
Ремонт ПП[2] стр. 390-395(Пирогова Ремонт ПП)
[5] стр. 306-309
Ремонт ПП
Ремонт ОПП, ДПП и МПП проводят в соответствии с требованиями ГОСТ 27200—87 [59] по существующему на предприятии технологическому процессу, согласовав его с представителями заказчика и зафиксировав сведения о произведенном ремонте в сопроводительной документации. После ремонта ПП должны соответствовать ГОСТ 23752—79. Если ремонт ПП проводится при сборке функциональных узлов и эксплуатации ЭА, то допустимость и объем ремонтных работ ПП в составе ЭА устанавливается главным конструктором ЭА в соответствии с ГОСТ на ремонт ПП и нормативно-технической документацией на ЭА.
На ПП могут быть отремонтированы:
• монтажные металлизированные отверстия;
• переходные отверстия;
• контактные площадки;
• печатные проводники;
• основания ПП;
• маркировочные знаки,
а также устранены короткие замыкания и восстановлены отсутствующие электрические связи.
Ремонт монтажных металлизированных отверстий. При ремонте монтажных металлизированных отверстий ОПП, ДПП и МПП отверстия рас-
Ремонт ПП
391
сверливают сверлом, диаметр которого на 0,1...0,2 мм больше номинального диаметра металлизированного отверстия и устанавливают в отверстия арматуру перехода. Установленную арматуру перехода развальцовывают и паяют в соответствии с рис. 5.57.
Электрические связи с внутренними слоями в МПП восстанавливают
перемычками из изолированного монтажного провода, площадь попереч
ного сечения которых должна быть не менее площади поперечного сече-
ния ремонтируемого проводника.
Ремонт переходных отверстий. Ремонт переходных отверстий ПП проводят приведенным выше способом или при помощи перемычки из медной проволоки или полоски медной фольги толщиной 35...50 мкм» покрытых припоем ПОС-61 и припаянных с двух сторон к контактным площадкам, в соответствии с рис. 5.58.
Число отремонтированных металлизированных отверстий на ПП не должно превышать 1 % общего числа металлизированных отверстий (не более 15).
Ремонт контактных площадок. Ремонт контактных площадок проводят одним из следующих способов:
• при частичном краевом отслоении от основания ПП — путем под- клеивания их эпоксидным компаундом;
• при восстановлении отсутствующей и ремонте разрушенной контактной площадки — путем подклеивания на место дефектной контактной площадки новой из фольги толщиной 35...50 мкм, покрытой припоем ПОС-61, и припайкой отрезка проводника внахлестку на действующий печатный проводник при длине не менее 3 мм в соответствии с рис. 5.59. Место пайки при этом защищают эпоксидным компаундом;
• при ремонте контактных площадок, имеющих отверстия, дополнительно устанавливают арматуру перехода как это было указано выше.

Дата добавления: 2016-11-26; просмотров: 2590;
Поиск по сайту
Узнать еще
- G - расходы государства на покупку товаров и услуг.
- I. Понятие, происхождение и признаки государства.
- I. Ударно-канатное бурение.
- I.3.4 УДАР АБСОЛЮТНО УПРУГИХ И НЕУПРУГИХ ТЕЛ
- II. Государственный строй и внешняя политика
- XIII. РАЗРАБОТКА ПЛАСТОВ, ОПАСНЫХ ПО ВНЕЗАПНЫМ ВЫБРОСАМ УГЛЯ (ПОРОДЫ) И ГАЗА, И ПЛАСТОВ, СКЛОННЫХ К ГОРНЫМ УДАРАМ
- А) Существительные с неподвижным ударением на основе.
- Абсолютно упругий удар

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
