Получение заготовок
См. список литературы [1] стр. 326-330
[2] стр.276-291
Список литературы
1. Конструкторско-технологическое проектирование электронной аппаратуры: уч. для ВУЗов/ К.И. Билибин и др. под общ. ред. В.А. Шахнов. -М.: изд-во МГТУ им. Н.Э. Баумана, 2002.- 528 с.
2. Е.В. Пирогова. Проектирование и технология печатных плат: уч.- М.: Форум: Инфра-М, 2005.-560с.
3. А. Медведев. Печатные платы. Конструкции и материалы. - М.: Техносфера, 2005-304с.
4. А. Медведев. Технология производства печатных плат. - М.: Техносфера, 2005-360 с.
5. Х.И. Ханке, Х. Фабиан. Технология производства РЭА/ пер. с нем.; под ред. В.Н. Черняева.- М.: Энергия, 1980-464с.
6. Сборник задач и упражнений по технологии РЭА/ под ред. Е.М. Парфенова, М.: Высшая школа 1982- 255с.
7. ГОСТ 27200-87. Печатные платы. Правила ремонта. М.: изд-во стандартов, 1988.
8. ГОСТ 15.001-88. Системы разработки и постановки продукции на производство. Продукция производственно-технического назначения. М.: изд-во стандартов, 1989
9. Разработка и оформление конструкторской документации радиоэлектронной аппаратуры: Справочник./ Э.Т. Романычева, А.К. Иванова и др. под ред. Э.Т. Романычевой. М.: Радио и связь, 1994-489с.
10. Н.Н. Ушаков. Технология производства ЭВМ: уч. для студентов ВУЗов по спец. "Вычислительные машины, комплексы, системы и сети". - 3-е издание,-М.: Высшая школа, 1991-416с.
Получение фиксирующих, монтажных и переходных отверстий
См. список литературы [2] стр. 292-297
Получение фиксирующих, монтажных и переходных отверстий
См. список литературы [2] стр. 292-297
Сверление монтажных и переходных отверстий
См. список литературы [2] стр. 298-307
Подготовка поверхности
См. список литературы [2] стр. 307-312
[4] стр.76-82
стр. 181-220
ПРОЦЕССЫ ПЕЧАТИ
Фотолитография2] стр. 326-339
[3] стр. 218-240
Трафаретная печать (сеткография) [2] стр. 326-339
[3] стр. 218-240
Офсетная печать[2] стр. 326-339
[3] стр. 218-240
Процессы металлизации2] стр. 312-325
[ 4] стр. 83-180
Процессы травления2] стр. 342-345
Нанесение защитной паяльной маски2] стр. 339-341
[3] стр. 325-326
Процессы оплавления сплава ОС[2] стр. 345-346
Обработка по контуру[2] стр. 346-352
Прессование МПП[2] стр. 382-387
Прессование МПП
Прессование МПП — процесс соединения отдельных сигнальных слоев (односторонних и двусторонних), экранных слоев, слоев земли и питания в монолитную конструкцию при помощи склеивающих прокладок (препрегов) (рис 1).
Эта операция применяется в следующих методах изготовления МПП:
• попарного прессования;
• металлизации сквозных отверстий;
• ПАФОС (полностью аддитивное формирование отдельных слоев);
• с инваровыми и кевларовыми слоями и др.
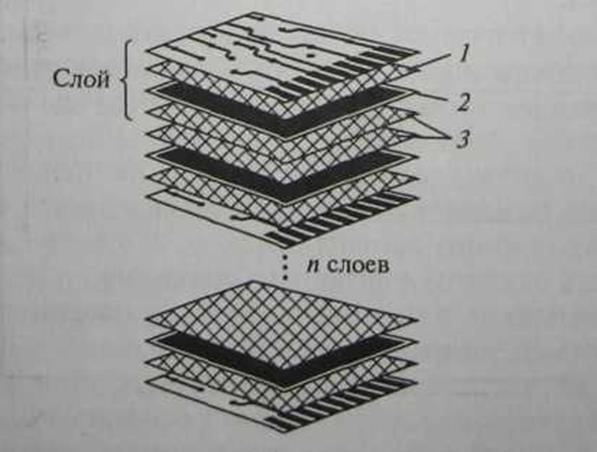
Рис 1. Пакет МПП для прессования: 1 — изоляционная прокладка; 2 — экранирующий слой; 3-прокладочная стеклоткань.
Сущность процесса прессования заключается в том, что прессование всех сигнальных, экранных слоев и других слоев осуществляется одновременно с помощью прокладочной стеклоткани, пропитанной недополимеризованной термореактивной смолой в пресс-форме (рис. 2). Пресс-форма состоит из двух стальных плит; в нижней плите имеется несколько штырей для совмещения слоев и фиксации пакета МПП при прессовании. Пакет МПП состоит из заготовок сигнальных слоев, переложенных прокладочной стеклотканью, расположенных в середине пакета, экранных слоев, а также из нескольких слоев из нержавеющей стали, кабельной бумаги и электроизоляционной триацетатной пленки, прилегающих к верхней и нижней плите пресс-формы. Сборка пакета в пресс-форму перед прессованием осуществляется с фиксацией всех слоев заготовок на фиксаторах (штырях) нижней плиты. Собранный в пресс-форме пакет МПП устанавливается между плитами многоярусного пресса, и осуществляется нагрев, прикладывается первая ступень давления, прессование, в течение которого измеряется объемное сопротивление изоляции для определения момента приложения высокого давления (т. е. второй ступени удельного давления)
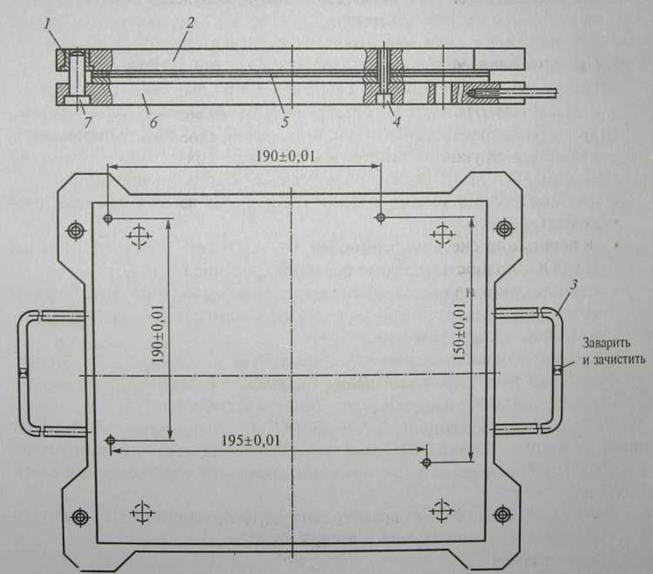
Рис 2. Пресс-форма для прессования МПП: 1 — направляющая втулка; 2 — верхняя плита; 3— ручка; 4— палец; 5— прокладка; 6— нижняя плита; 7— направляющая колонка
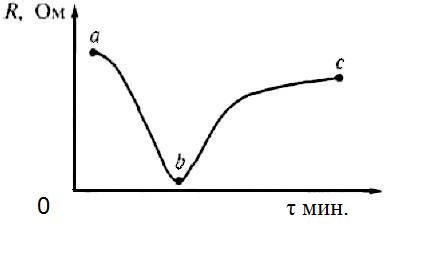
Рис 3. Зависимость сопротивления диэлектрика от режимов прессования.
Этот момент определяется по минимальному значению объемного сопротивления диэлектрика, которое соответствует полному расплавлению смолы и началу периода гелеобразования
(рис. 3).
Операция прессования является очень ответственной, так как брак на этой операции необратим (платы не поддаются ремонту). Сложность проведения прессования обуславливается большим числом факторов, влияющих на качество выполнения операции и МПП, таких как:
• нестабильность характеристик стеклоткани, связанная с содержанием, текучестью и растворимостью связующего вещества (смолы), с содержанием летучих веществ;
• качество подготовки поверхности слоев (чистота отмывки), связанное с поверхностным сопротивлением изоляции слоев;
• толщина стеклоткани между сигнальными слоями;
• режимы прессования: температура нагрева, величина и время приложения высокого удельного давления, время выдержки под высоким давлением, условия охлаждения и пр.
Спрессованная МПП должна обладать следующими свойствами:
• высокой прочностью сцепления слоев (должно отсутствовать расслоение МПП);
• устойчивостью к климатическим воздействиям и технологических сред на последующих этапах обработки;
• малыми диэлектрическими потерями и минимальной диэлектрической проницаемостью для передачи высокочастотных сигналов с минимальными искажениями;
• высоким сопротивлением изоляции;
• высокой точностью совмещения сигнальных слоев;
• размерной стабильностью и отсутствием коробления.
Качество спрессованной заготовки МПП оценивается стойкостью спрессованной заготовки МПП к воздействию термоудара при температуре Т= (260+10) °С в течение 5 с и пределом прочности спрессованных слоев МПП при сдвиге.
Основными режимными параметрами при прессовании МПП являются:
• удельное давление первой и второй ступени;
• температура;
• время выдержки;
• время приложения второй ступени высокого удельного давления.
Во время процесса прессования и МПП возникают внутренние напряжения под воздействием температуры и давления. Появление внутренних напряжений связано:
• с различием ТКЛР материалов слоев МПП: меди (печатные проводники), стеклоткани и связующего вещества (смолы);
• с разной толщиной материалов слоев;
• с непараллельностью плит пресса и пресс-форм;
• с наличием в изоляционном основании слоев и склеивающих прокладок пор, заполненных воздухом, конденсированной влагой, парами растворителей и других летучих веществ.
Снятие внутренних напряжений после прессования возможно следующими путями:
• охлаждением пресс-форм под давлением;
• предварительным вакуумированием склеивающих прокладок при температуре, при которой удаляются летучие вещества и влага при определенном давлении (для удаления летучих веществ используют давление порядка 2,5 * 10^-3 МПА, а для удаления влаги — 1 • 10^-3 МПа).
Для прессования МПП применяют многоярусные гидравлические прессы с номинальным усилием 40; 100; 175 т, выбор которого зависит от площади поверхности прессуемых заготовок МПП: до 10 дм^2 — 100 т; от 25 дм^2 — до 175 т. Эти гидравлические прессы оборудованы системами нагрева и охлаждения плит и устройствами для регулирования и поддержания температуры и давления нижней и верхней ступеней.
Цикл прессования состоит из следующих этапов (рис. 4):
• ab — нагрев пакета до температуры прессования T=(175±5) °С при низком давлении (первой ступени), равном 0,05...0,1 МПа (датчики контроля температуры расположены в плитах пресса);
• bd — приложение высокого давления (вторая ступень), порядка 2...3 МПа при минимальной величине объемного сопротивления изоляции, значение которого снимают с датчиков, расположенных на технологическом поле сигнальных слоев в пакете и которое соответствует полному расплавлению смолы и началу периода гелеобразования;
• de — выдержка при температуре полимеризации смолы;
• еf— охлаждение до температуры 30...40 °С под давлением.
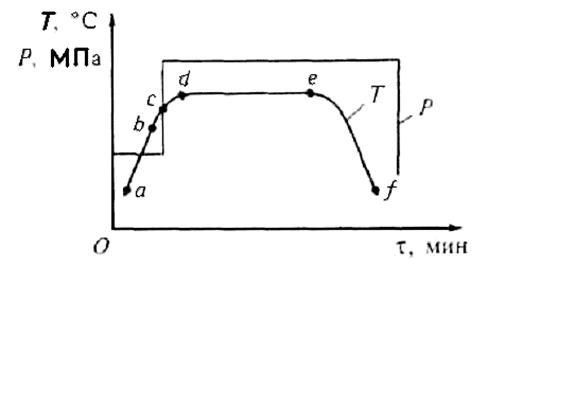
Рис 4 Этапы прессования
Возрастающие требования к МПП в связи с повышением плотности монтажа, уменьшением ширины проводников и расстояний между ними порождают проблемы, связанные с размерной нестабильностью МПП, с их короблением, расслоением, которые влекут за собой ужесточение требований к прессовому оборудованию:
• точность поддержания температуры плит — (± 2) °С;
• должно быть вакуумирование рабочей зоны;
• параллельность плит — ±0,005 мм;
• точность поддержания давления;
• программное управление температурой, давлением, скоростью повышения температуры и скоростью охлаждения пакета;
• автоматизации транспортирования;
• индикации текущих значений температуры и давления.
В настоящее время такое оборудование выпускается фирмами PASADENA (США), BURKLE (ФРГ), BIEFFEBI (Италия) и др. Оно состоит из пресса нагрева с вакуумной камерой, пресса охлаждения, загрузчика и разгрузчика пресс-форм, установки вакуумирования, системы управления, плит размером 400 х 550; 500 х 550; 800 х 850 мм; усилие пресса нагрева 40; 100; 175 т; максимальная температура плит нагрева 250 °С.
Прессование с вакуумированием состоит из следующих операций:
1) контроль текучести смолы; текучесть смолы должна находиться в пределах 20...35 %, а по возможности необходимо применять склеивающие прокладки с минимальной текучестью смолы (эта операция проводится для проверки способности материала к склеиванию при прессовании);
2) сборка пакета;
3) прессование совмещенное, т. е. нагрев и охлаждение пресс-формы происходит на одном прессе;
4) вакуумирование — проводится для удаления летучих веществ и конденсированной воды, чтобы исключить образование напряжения, коробления и улучшить электрические характеристики;
5) разогрев плит пресса и пресс-формы с пакетом до Т= 160... 170 °С;
6) приложение первой ступени давления Р= 0,1...0,5 МПа в течение 10...30 мин;
7) контроль величины сопротивления изоляции и момента начала гелеобразования смолы;
8) приложение второй ступени давления Р= 2,0...3,0 МПа в течение 50...70 мин (при этом происходит процесс полимеризации смолы);
9) охлаждение пресс-формы вместе с плитами пресса до температуры Т= 30...40 °С;
10) обрезка облоя на роликовых ножницах;
11) испытание на термостойкость термоударом в кремнийорганической жидкости при температуре Т= (260+5) °С в течение 10 с.
При раздельном прессовании после завершения процесса приложения высокого давления (второй ступени) пресс-формы перегружаются в холодный пресс, в котором пакет медленно охлаждается под давлением и происходит полимеризация смолы. Многослойные ПП, изготовленные способом совмещенного и раздельного прессования имеют идентичные прочностные и электроизоляционные свойства, однако при раздельном прессовании| технологический цикл уменьшается примерно на 25...30 %.
Процесс с вакуумированием имеет ряд преимуществ по сравнению с рассмотренными выше процессами:
• равномерное распределение теплового потока и давления по площади заготовки МПП;
• более высокая производительность процесса;
• возможность прессования МПП различных размеров;
• возможность изменения температуры и давления в широком диапазоне при минимальном запаздывании;
• быстрое проникновение тепла в середину пакета;
• простота управления с помощью ПК. Последовательность прессования в автоклавах:
1) упаковка пакета МПП в воздухонепроницаемую и теплостойкую пленку;
2) размещение пакетов на этажерку-тележку и подключение к вакуум-насосу;
3) вакуумирование в автоклаве;
4) подача подогретого газа (углекислого газа или азота) под давлением до 3...7 МПа при Т= 250 °С.
Прессование в автоклавах позволяет значительно повысить качество МПП.
В настоящее время в ряде случаев применяют автоматические машины сборки пакетов МПП по реперным знакам с автоматической оптической системой и бандажированием по периметру мягкими медными заклепками, что позволяет проводить прессование без пресс-форм. Это значительно уменьшает напряжения, возникающие в заготовках в процессе прессования, коробление и улучшает условия протекания тепловых процессов. В качестве примера можно привести установку сборки и бандажирования пакета МПП RIVOMAT, на которой производится пробивка отверстий и установка заклепок на заготовках размером 640 х 820 мм с точностью ±7 мкм.
Источниками опасных и вредных производственных факторов при прессовании являются пыль и стружка стеклоткани, пары эпоксидной смолы, кремнийорганическая жидкость, температура которой 260 °С при испытаниях МПП на термоудар.
Для удаления вредных веществ из помещений необходима приточно-вытяжная вентиляция, из рабочей зоны — местная вытяжная вентиляция, а производственный персонал должен быть обеспечен средствами индивидуальной защиты.
Основными дефектами при прессовании являются расслоение, разнотолщинность (непараллельность слоев), внутренние напряжения.
Маркировка ПП 2] стр. 352-353
Испытания и контроль ПП [2] стр. 353-382
[4] стр. 311-356
[5] стр. 298-306
Испытания ПП (Е.В.Пирогова)
Испытания ПП
Испытания — экспериментальное определение количественных и качественных показателей качества ПП как результат воздействия на них внешних дестабилизирующих факторов, включая технологические. ПП должны обеспечивать работоспособность при воздействии на них внешних факторов (режим работы, климатические и механические воздействия) (рис. 1.1). Предельные значения внешних воздействующих факторов определяют группу жесткости работы ПП. Группу жесткости, определяющую перечень воздействующих факторов и соответствующих им видов испытаний, устанавливает конструктор, в зависимости от группы ЭА, для которой разрабатывают ПП (стационарная, возимая, носимая, самолетная, бытовая и др.), объекта установки, условий эксплуатации и в соответствии с предельными значениями внешних воздействующих факторов; ее указывают в ТЗ.

Рис. 1.1 Классификация объективных эксплуатационных факторов, действующих на ЭА
Целью проведения испытаний является:
• проверка качества материалов, покрытий, свойств, размеров и эксплуатационных характеристик ПП;
• контроль точности, устойчивости и надежности ТП изготовления;
• проверка работоспособности ПП с учетом влияния воздействующих факторов;
• проверка соответствия ПП стандартам, техническим условиям (ТУ) или частным ТУ (ЧТУ);
• гарантирование качества ПП при международном товарообмене;
• доводка ПП до необходимого уровня качества;
Качество ПП — совокупность свойств, которые определяют способность ПП удовлетворять заданным требованиям. Качество ПП определяют конструктивные, технологические, экономические и другие параметры. Качество ПП как свойство закладывается на этапе разработки конструкции и ТП изготовления, а оценивается в процессе эксплуатации, когда на изготовление ПП затрачены значительные средства.
Наиболее целесообразно оценивать качество ПП путем контроля и проведения испытаний на каждом этапе жизненного цикла ПП: при проектировании, постановке на производство, изготовлении, эксплуатации (при анализе рекламаций) и др. Поэтому испытания проводятся на различных этапах жизненного цикла ПП: при проектировании; при изготовлении; при выпуске ПП;
Цели и задачи проведения испытаний на этих стадиях различны: при проектировании целью испытаний является повышение качества ПП, а на этапах изготовления и выпуска — оценка их качества, поэтому проводятся различные виды испытаний при проектировании, при изготовлении опытного образца или опытной партии, а также в серийном и массовом производстве ПП.
Испытания готовых ПП (при выпуске) бывают различные:
• квалификационные — проводятся на установочной серии ПП на стадии освоения производства с целью оценки готовности предприятия к выпуску ПП данного типа в заданном объеме;
• предъявительские — осуществляет служба технического контроля предприятия перед предъявлением ПП для приемки представителям заказчика;
• приемо-сдаточные — проводятся в освоенном производстве. Это контрольные испытания готовых ПП при приемке изготовителем или представителем заказчика вместе с изготовителем;
• периодические — осуществляются один раз в месяц или квартал с целью контроля качества ПП и возможности продолжения их выпуска. Это длительные дорогостоящие испытания с термоциклами, продолжительными вибрациями и пр. Поэтому они всегда бывают выборочными;
• инспекционные — выполняются специально уполномоченными организациями выборочно для оценки стабильности качества ПП;
• типовые — испытания выпускаемых ПП, которые проводятся с целью оценки эффективности внесения изменений в конструкцию, ТП изготовления ПП и др.;
• аттестационные — для оценки качества ПП при их аттестации по категориям качества;
• сертификационные — для установления соответствия показателей качеств ПП требованиям национальных и международных стандартов.
Для обеспечения нормального взаимодействия между изготовителем и заказчиком ПП необходимо использовать нормативно-методическую документацию, в которой стандартизованы:
• требования к испытаниям ПП;
• процесс организации испытаний;
• методы и устройства испытаний ПП;
• форма и содержание специальных технических документов (методик, программ, заключений, протоколов, и пр.);
• положения о правах и обязанностях изготовителей и заказчиков ПП, а также подразделений, проводящих испытания;
• планирование испытаний, что оговаривается в частных и общих ТУ на конкретные типы ПП.
ГОСТ 23752.1–92 «Платы печатные. Методы испытаний» (МЭК 326-2–90) является каталогом стандартных методов испытаний, необходимых для оценки свойств, размеров и эксплуатационных характеристик всех ПП.
ГОСТ 23752–79 «Платы печатные. Общие технические условия» содержит технические требования, правила приемки, методы испытаний, требования к маркировке, упаковке, транспортированию, хранению и распространяется на все готовые ПП (ОПП, ДПП, МПП, ГПП, ГПЖ, ГПК) независимо от метода их изготовления. Он состоит из нескольких стандартов:
• МЭК 326-2–76. Часть 2. Методы испытаний (8 стандартов) – групповые ТУ на различные типы ПП (ОПП, ДПП, МПП, ГЖП и др.);
• МЭК 326-1–84. Часть 1. Общая информация для составления ТУ.
Поскольку ГОСТ 23752.1–92 и ГОСТ 23752–79 с комплектом стандартов не распространяется на требования, предъявляемые к размерам, свойствам и эксплуатационным характеристикам конкретных ПП, их целесообразно использовать как рекомендации по составлению конкретных стандартов типа, частные технические условия (ЧТУ), в которых будут установлены требования к конкретным ПП, а также объем, последовательность испытаний, допустимые условия их эксплуатации. Поэтому основным документом, по которому осуществляется контроль качества выпускаемых ПП, являются стандарты технических условий (ТУ) на конкретные типы ПП и ЧТУ.
Например, на основании ТУ на конкретные ПП (МЭК 326-9–91 «Платы печатные. Часть 9. Технические условия на гибкие МПП») по результатам испытаний принимается решение о пригодности поставки ПП и последующему их использованию, а также решаются все спорные вопросы между изготовителем и заказчиком.
Указанные выше стандарты ГОСТ 23752.1–92 и ГОСТ 23752–79 распространяются на все готовые ПП, изготовленные любым способом, и необходимы для обеспечения однообразия, воспроизводимости методов и методик проведения испытаний.
Дата добавления: 2016-11-26; просмотров: 2294;
Поиск по сайту
Узнать еще
- II. Получение вращающегося магнитного поля и принцип действия АД.
- Активный контроль заготовок до обработки. Блокирующие устройства
- Алюминий и его соединения: получение, физические и химические свойства. Медико-биологическое значение алюминия.
- Базирование заготовок
- Базирования заготовок
- Внутренняя энергия реального газа. Эффект Джоуля-Томсона. Сжижение газов. Получение низких температур.
- Вопрос 1. Сахароза. Её строение, свойства, получение и применение.
- ВОПРОС №2. ПОЛУЧЕНИЕ МОЛОЧНОЙ КИСЛОТЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
