Изготовление деталей из пластмасс
Пластмассы широко используются при изготовлении ЭС. Из них изготавливаются корпусные детали, несущие конструкции, диэлектрические платы и т.д. они легки, хорошо противостоят коррозии, обладают высокими электроизоляционными свойствами.
Основой пластмасс являются природные или синтетические органические соединения – полимеры. Для увеличения прочности, жесткости, теплостойкости и улучшения электроизоляционных свойств в полимеры добавляют наполнители, пластификаторы, красители и стабилизирующие компоненты. В качестве наполнителей используют древесную муку, тальк, каолин, асбест, стекловолокно, хлопчатобумажные, синтетические и стеклянные ткани.
В зависимости от поведения при повышенных температурах пластмассы разделяют на термопластичные (термопласты) и термореактивные (реактопласты).
Термопласты при нагревании размягчаются и расслаиваются, затем снова затвердевают при охлаждении. Их называют обратимыми, так как они способны плавиться неоднократно.
Реактопласты называют необратимыми, так как они при нагревании переходят в вязко-текучее состояние, а затем под действием теплоты и в результате химической реакции переходят в твердое, необратимое состояние.
Основные способы изготовления деталей из пластмасс:
-Литье под давление,
-Прямое (компрессионное) прессование,
-Литьевое,
-Прессованное,
-Дутьевое и вакуумное формование.
Литье под давлением, наиболее эффективный и производительный способ изготовления деталей из термопластов в серийном и массовом производстве.
Материал в гранулированном или порошкообразном виде поступает в пластикационный цилиндр литьевой машины, где прогревается и перемешивается вращающимсяшнеком (в шнековых машина) рис б – схема машин для литья под давление с предварительной пластификацией
В поршневых машинах (рис а - схема машин для литья под давление без предварительной пластификации) – пластикация осуществляется только в результате прогрева. При переработке термопластов цилиндр нагревают до 200-350 С, при переработке реактопластов до 80-120 С. Пластифицированный материал при поступательном движении шнека или плунжера нагнетается в литьевую форму, где термопласты охлаждаются до 20-120 С (в зависимости от марки), а реактопласты нагреваются до 160-200 С. В пресс-форме материал выдерживают под давлением для уплотнения, что значительно снижает усадку при охлаждении вне формы.

В машине без предварительной пластификации материала гранулированное сырье из бункера 7 подается плунжером 6 в цилиндр 5, который имеет электронагреватель 4. При движении прессующего поршня 8 порция сырья подается в зону обогрева, а порция уже расплавленного или как называют, пластифицированного материала через сопло 3 и литниковые каналы поступает в полость формы 1, где формуется деталь 2.
Для повышения однородности заливаемого материала применяю шины с предварительной пластификацией, в которых подача и перемешивание материала осуществляется в отдельном нагревательном цилиндре с мощностью шнека 9.
Объем изделий ограничивается объемом материала, который может быть вытеснен червяком или поршнем при наибольшем ходе.
В разновидности метода, называемом ИНТРУЗИЕЙ, возможно на той же машине изготовить изделия значительно большего (в 2-3 раза) объема. При обычном режиме литья под давлением материал пластицируется вращающимся червяком, а нагнетается в форму невращающимя червяком при поступательном его движении. При интрузии пластикационный цилиндр снабжается соплом с широким каналом, позволяющим материалу перетекать в форму при вращении червяка до начала его поступательного движения. Общая длительность цикла не увеличивается благодаря частичному совмещению отдельных переходов. Метод отличается * высокой производительностью.
Литье под давлением термопластов и реактопластов имеет некоторую специфику. При литье под давлением термопластов молекулы материала ориентируются в направлении течения, что сопровождается упрочнением материала в направлении течения. Поток расплава термопласта в форме расширяется и перпендикулярно направлению течения в нем возникают ориентационные напряжения - этой, является еще одной причиной возникновения остаточных напряжений - различие в скоростях и степени охлаждения материала в поверхностных и внутренних слоях.
Ориентационные напряжения в готовом изделии уменьшить не удается, уменьшение их достигается путем подбора рабочих элементов конструкции пресс-формы. При литье деталей из линейных полимеров следует учитывать - ориентацию молекул и место спаев потоков материала в зависимости от варианта расположения литника, где свойства детали отличаются. В местах спая обычно получают ухудшенные механические и многие другие свойства.
Термические напряжения можно снизить либо уменьшением перепада температур между материалом и прессформой, либо при последующем нагреве готовых изделий.
В ходе процесса под действием высоких температур и механических напряжений может происходить деструкция материала. Усадка в прессформе частично компенсируется ее подпиткой расплавом, находящимся под давлением при охлаждении формы, поэтому основная усадка происходит после извлечения из формы изделия. Ориентация макромолекул при литье обусловливает и анизотропию усадки вдоль и поперек направления течения»расплава.
Режимы переработки некоторых термопластов представлены в таблице.
| Режимы литья под давлением термопластичных пластмасс | ||||||
| Материал | предварительная обработка | температура, С | давление МПА | выдержка подавлением в прессформе, С | термообработка | |
| в камере сжатия | пресс-формы | |||||
| полистирол блочный эмульсионный | Таблетирование и сушка при 160-180С в течение 30-60 мин. | 190-215 | 25-40 | 80-150 | 30-60 | Медленный нагрев до 65-80 С и выдержка 1-3 ч |
| Полиамид 68 (П54, П548) | Сушка при 70 С в течение 30-50 ч | 190-265 | 50-130 | 20-175 | ||
| Полипропилен | 180-250 | 120-150 | 80-120 | медленное охлаждение |
При литье под давлением реактопластов необходимо строго регулировать температуру. При превышении оптимальной температуру. При превышении оптимальной температуры происходит отверждение материала до заполнения формы. При пониженной температуре реактопласт плавится долго. Качество изделий не уступает по физико-механическим характеристикам изделиям, формованным другими методами.
Реактопласты льют под давлением реже, чем термопласты. Однако этот метод прогрессивен. Благодаря интенсивному перемешиванию материала в процессе подогрева скорость и степень отверждения материала при литье под давлением выше, чем при прессовании. Наиболее эффективен метод при изготовлении толстостенных изделий.
Литье под регулируемым давлением.
К литью под регулируемым давлением относят способы литья, сущность которых заключается в том, что заполнение полости формы расплавом и затвердевание отливки происходит под действием избыточного давления воздуха или газа
Литье под регулируемым давлением создает широкие возможности для управления заполнением формы расплавом. Если внутрь герметичной камеры подавать сжатый воздух или газ под давлением Ризб>Ратм, то за счет разницы давлений расплав поднимется по металлопроводу 1 и заполнит форму 2 до уровня, соответствующего Н= (Ризб-Ратм)/П- Такой способ заполнения называютлитьем под низким давлением.Термин "низкое давление" используется потому, что для подъема расплава и заполнения формы требуемое избыточное давление менее 0.1 МПа.

Если в герметичной камере б установок создавать вакуум, а в камере давление поддерживать равное атмосферному, то заполнение формы произойдет за счет разницы давлений Ратм-Р. Такой способ заполнения называютлитьем вакуумным всасыванием.Используя схему установки аналогичную данной можно осуществить заполнение формы иначе. Положим, что в камерах а и б вначале создано одинаковое, но больше атмосферного давление воздуха или газа Рк>Ратм. Затем подача воздуха в камеру б прекращается, а в камеру а продолжается; давление в камере а повышается до Рк+ОР. Тогда металл будет подниматься по металлопроводу вследствие разницы давлений Ра-Рб, т.е. аналогично тому, как и при литье под низким давлением. Того же результата можно достичь, если понижать давление в камере б, оставляя постоянным давление в камере а. Такие процессы называют литьем под низким давлением с противодавлением.
Установки для литья под регулируемым давлением - сложные динамические системы, позволяющие в широких пределах регулировать скорость заполнения формы расплавом. Использование таких установок позволяет заполнить формы тонкостенных отливок, изменить продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена расплава и формы, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
Приложение давления на затвердевающий расплав позволяет улучшить условия питания, усадки отливки, повысить ее качество - механические свойства и герметичность. В рассматриваемых процессах после заполнения формы давление действует на расплав, который из тигля через металлопровод поступает в затвердевающую отливку и питает ее. Благодаря этому усадочная пористость в таких отливках уменьшается, плотность и механические свойства возрастают.
Литье под регулируемым давлением осуществляется на установках так, что процесс заполнения формы расплавим - самая трудоемкая и неприятная с точки зрения охраны труда и техники безопасности операция - выполняется автоматически. Конструкции установок и машин для этих литейных процессов обеспечивают также автоматизацию операций сборки и раскрытия форм, выталкивания отливки и ее удаления из формы. Таким образом, процессы литья под регулируемым давлением позволяют повысить качество отливок и обеспечить автоматизацию их производства.
В практике наибольшее применение нашли следующие процессы литья под регулируемым давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с кристаллизацией под давлением (вакуумно- компрессионное литье).
Литье под низким давлением
Тигель с расплавом в раздаточной печи (камере) установки герметично закрывают крышкой , в которой установлен металопровод, изготовленный из жаростойкого материала. Металлопровод погружают в расплав так, что конец его не достает до конца тигля на 40-60 мм. Форму устагновленную на крышке, соединяют с металопроводом литниковой втулки. Полость в отливке может быть выполнена металлическим, оболочковым или песчаным стержнем.
Воздух или инертный газ под давлением до 0.1МПа через систему регулирования поступает по трубопроводу внутрь камеры установки и атмосферным давлением расплав поступает в форму снизу через металопровод, литник и коллектор со скоростью, регулируемой давлением в камере установки. По окончании заполнения формы и затвердевания отливки автоматически открывается клапан, соединяющий камеру установки с •атмосферой. Давление воздуха в камере снижается до атмосферного и незатвердевший расплав из металопровода сливается в тигель. После этого форма раскрывается, отливка извлекается и цикл повторяется.
Основными преимуществами процесса литья под низким давлением являются: автоматизация трудоемкой операции заливки формы; возможность регулирования* скорости потока расплава в полости формы изменением давления в камере установки; улучшение питания отливки; снижение расхода металла на литниковую систему.
Основные недостатки невысокая стойкость части металлопровода, погруженной в расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления; сложность системы регулирования скорости потока расплава в форме, вызванная динамическими процессами, происходящими в установке при заполнении ее камеры воздухом, нестабильностью утечек воздуха через уплотнения, понижением уровня расплава в установке по мере изготовления отливок; возможность ухудшения качества сплава при длительной выдержке в тигле установки; сложность эксплуатации и наладки установок.
Преимущества и недостатки способа определяют рациональную область его применения и перспективы использования. Литье под низким давлением наиболее широко применяют для изготовления сложных фасонных и особенно тонкостенных отливок из алюминиевых и магниевых сплавов, простых отливок из медных сплавов и сталей в серийном и массовом производстве.
Особенности формирования отливки при литье под низким'давлением.
Заполнение форм расплавим при этом способе литья может осуществлятся со скоростями потока, которые можно регулировать в широком диапазоне. Для получения качественных отливок предпочтительно заполнять форму сплошным потоком, при скоростях, обеспечивающих качественное заполнение формы и исключающих захват воздуха расплавим, образование в отливках газовых раковин, попадание в них окисных пленок и неметаллических включений. Однако уменьшение скорости потока, необходимое для сохранения его сплошности может вызвать преждевременное охлаждение и затвердевание расплава, т.е. до полного заполнения формы. Поэтому, как и в других литейных процессах, _ важно согласовывать гидравлические и тепловые режимы заполнения формы расплавом.
В зависимости от сочетания конструктивных и пневматических параметров установки движение расплава в металлопроводе и литейной форме при заполнении ^ может происходить как при возрастающей скорости потока, так и при колебательном ее изменении. Колебательный характер изменения скорости отрицательно влияет на качество отливок, поэтому конструкция установки и режим работы ее пневмосистемы, а также конструкция вентиляционной системы формы должны способствовать гашению колебаний скорости.
Основными конструктивными параметрами установки являются: объем рабочего пространства камеры, площадь поперечного сечения отверстия металлопровода, площадь зеркала расплава в тигле.
Увеличение объема рабочего пространства камеры установки увеличивает « скорость потока, способствует гашению колебаний, но полностью их не исключает.
Уменьшение площади сечения отверстия металлопровода в установках с объемом рабочего пространства менее 0.07 м3 приводит к резкому гашению колебаний и увеличению скорости течения расплава, в установках с объемом рабочего пространства более 0..4 м3 увеличение площади сечения отверстия металлопровода не влияет на характер движения потока и скорость расплава на входе в форму.
Увеличение площади зеркала расплава в тигле при условии постоянства массы расплава в нем способствует спокойному заполнению. Поэтому установки с тиглем ванного типа, в которых зеркало расплава достаточно велико, более предпочтительны, так как обеспечивают устойчивый режим работы.
Увеличение гидравлического сопротивления на входе расплава в металлопровод приводит к снижению ускорения расплава в начале заполнения и гасит возникающие колебания.
Важное значение для обеспечения постоянства заданной скорости от заливке к заливке, т.е. по мере понижения уровня расплава в тигле, имеет система управления подачей воздуха в камеру установки. Сисогемы регулирования по величине давления целесообразно использовать только в установках ванного типа. При этом точность регулирования должна быть в пределах 0.01-0.05МПа; это обеспечивает поддержание скорости заливки с погрешностью 10-15%. Для установок ванного типа используют дроссельные системы регулирования.
Конструкция полости формы и конструкцияее вентиляционной системы также оказывают влияние на характер движения расплава в полости формы. При заполнении форм сложных отливок с ребрами, бобышками создаются условия для захвата воздуха потоком расплава. Гидравлическое сопротивление полости формы оказывает существенное влияние на характер движения потока. Конструкция вентиляционной системы влияет на характер движения потока расплава в полости формы и металлопроводе. Уменьшение площади вентиляционных каналов приводит к возрастанию противодавления воздуха в полости формы, способствует гашению колебаний и снижает скорость потока расплава.
Тепловые условия формирования отливки создают возможность направленного затвердевания отливки и питания ее усадки. Части формы, расположенные на верхней плите рабочей камеры установки нагреваются до температуры большей, чем верхняя часть формы. Кроме того, через нижние сечения полости формы, расположенные ближе к металлопроводу, проходит большее количество расплава, чем через сечения, расположенные в верхней части, что существенно увеличиваетразницу температур в .нижней и верхней частях отливки. Поэтому массивные части отливки, требующие питания, располагают внизу формы, соединяют их массивными литниками с металлопроводом; вверху же формы располагают части отливки, не требующие питания.
Статическое давление на расплав по окончании заполнения формы улучшает контакт затвердевающей корочки и поверхности формы, вследствие чего увеличивается скорость затвердевания отливки. Вместе с тем давление воздуха на расплав в тигле способствует постоянной подпитке усаживающейся отливки, в результате чего уменьшается усадочная пористость, возрастает плотность и повышаются механические свойства отливки.
Избыточное давление в потоке расплава при заполнении -формы больше, чем при гравитационной заливке, и гидравлический удар, который может возникнуть при окончании заполнения формы, приводит к прониканию расплава в поры песчаного стержня, появлению механического пригара на отливках.
При литье под низким давлением стремятся заполнить форму расплавим с возможно меньшим перегревом, достаточным для хорошего заполнения формы. С уменьшением толщины стенки отливки и увеличением ее размеров температуру заливки принимают большей. Литниковые системы конструируют с учетом литейных свойств сплава и конструкции отливки. Для отливок простой конфигурации литниковая система может состоять из одного литника, непосредственно примыкающего к массивной части, для более сложных тонкостенных отливок - из литника, литниковых ходов, коллектора и питателей
Литье с противодавлением
Развитие литья под низким давлением является литье с противодавлением. Установка для литья с противодавлением состоит из двух камер. В камере, устройство которой подобно герметической камере установки литья под низким давлением, располагается тигель с расплавим. В камере находится форма, обычно металлическая. Камеры разделены герметичной крышкой, через нее проходит металлопровод, соединяющий тигель и форму. Эти камеры прочно соединены друг с другом зажимами.
Давление воздуха, под которым происходит заполнение формы расплавом, будет соответственно равно разнице давлений в нижней Ра и верхней Рб камерах установки. Скорость подъема расплава в металлопроводе и полости формы так же, как и при литье под низким давлением, будет зависеть от всей совокупности рассмотренных выше конструктивных и пневматических характеристик системы, определяющих скорость нарастания разницы давлений РП, во время работы установки.
Литье с противодавлением позволяет уменьшить выделение газов из расплава, улучшить питание отливок и вследствие этого повысить их герметичность, а также механические свойства. Этот способ литья дает наибольший эффект при изготовлении отливок с массивными стенками равномерной толщины из алюминиевых и магниевых сплавов, кристаллизующихся в широком интервале температур. Использование второй стадии процесса - кристаллизации под всесторонним избыточным давлением для тонкостенных отливок не всегда приводит к заметному улучшению свойств. Это объясняется тем, что продолжительность кристаллизации тонкостенных отливок мала и отливка затвердевает прежде, чем давление в верхней камере установки достигнет необходимой величины.
Прямое (компрессионное) прессование применяют для формования реактопластов
В производстве используют две разновидности прессования: 1) прямое (открытое, компрессионное) прессование и 2) литьевое (трансферное) прессование (пресслитье).
При прямом прессовании в загрузочную камеру матрицы раскрытой прессформы загружается материал. При закрытии формы материал пластифицируется за счет нагрева от рабочих частей, заполняет оформляющую полость и отвердевает. После разъема формы изделие из формы выталкивается.
Прямому прессованию отдают предпочтение при изготовлении точных простых деталей, переработке высоконаполненных материалов, производстве деталей максимально чистого цвета и деталей весом более 1 кг. По поверхности разъема при прямом прессовании возникает облой. Прямое прессование малопроизводительный способ производства, но один из основных для получения деталий из реактопластов. Прямое прессование выполняется на гидравлических прессах, управление прессов полуавтоматическое; автоматически и точно регулируется температура с точностью 2 С и время выдержки с помощью установки.
Режимы прямого прессования для некоторых реактопластов представлены в таблице 2
| Материал и марка | температура прессования, С | Выдержка под давлением, мин/мм | Давление МПА при прессование | ||
| без подогрева | с подогревом до 80-100С | обычном | литьевом | ||
| К-15-2 | 160-170 | 175-185 | 0,8-1 | ||
| к-17-2 | |||||
| к-18-2 | |||||
| к-20-2 | |||||
| к-110-2 | |||||
| монолит-1,7 | |||||
| к-211-2 | 15-160 | 1-2,5 | 25-40 | 40-60 | |
| к-21-22 | |||||
| к-220-23 | |||||
| к -211-3 | 180-190 | 1,5-2,5 | |||
| аминопласт | 135-145 | 1-1,5 |
В мелкосерийном производстве используют съемные пресс-формы, которые нагреваются за счет специальных плит.
В массовом производстве используют стационарные формы с собственным подогревом.
Литьевое прессование используют для получения деталей более сложной формы за счет предварительного подогрева пластмассы. При литьевом прессовании загрузочная камера отделена от формующей полости. Прессматериал кладут в загрузочную камеру, где пластифицируется при сжатии под действием тепла. Пластифицированный материал из загрузочной камеры перетекает в рабочую полость формы. Протекание по узкому каналу способствует однородному и полному нагреву и отвердеванию всей массы материала в форме. Это способствует сокращению выдержки материала в форме, уменьшению и даже полному избавлению от облоя.
Пресслитью отдают предпочтение при изготовлении толстостенных деталей, деталей с металлической арматурой, сложной конфигурацией, с тонкими стенками. Детали отличаются высокой размерной точностью.
Режимы пресслитья представлены в таблице 2
Недостатком пресслитья является повышенный расход материала по сравнению с обычным прессованием, так как в загрузочной камере остается часть необратимого материала.
Заливка - это процесс, применяемый для изготовления изделий из компаундов или герметизации и изоляции компаундами изделий электронной и радиопромышленности.
Компаунды - это полимерные композиции на основе полимерного связующего с добавками пластификаторов, наполнителей, отвердителей и др. Компаунды представляют собой твердые или воскообразные массы, которые перед употреблением нагревают для перевода в жидкое состояние.
В зависимости от вязкости компаунда заливку осуществляют без давления или при небольшом давлении до 0,5 Мпа. В простейшем случае изготовления детали или герметизации и изоляции изделия компаунд из любой емкости заливают до кцаев формы или кожуха прибора.
Режимы отвердевания (в зависимости от марки): температура от 20 до 180 С, время 1-18 часов.
Для более простой автоматизации процесса заливки иногда применяют засыпку таблетированного материала в форму, который при нагревании формы расплавляется и заполняет ее. Для автоматизации этого процесса в условиях крупносерийного производства применяют литье под давлением
Дутьевое и вакуумное формование термопластов аналогично процессу листовой штамповки (вытяжке) металлов. Лист термопласта, предварительно нагретый до высокоэластичного состояния, формуют в штампе и, не снимая внешнего усилия,"охлаждают, фиксируя приданную ему конфигурацию. Эти способы переработки наиболее широко применяют для изготовления тонкостенных крупногабаритных изделий из органических стекол и винипласта.
Различают дутьевое формование свободное (рис. 5, а) и направленное (рис. 5, б), осуществляемое давлением сжатого воздуха. Направленное формование применяют для получения глубоких изделий.

Оно отличается от свободного тем, что предварительная вытяжка осуществляется пуансом, через который затем подаетсясжатый воздух, раздувающий и окончательно формующий изделие.
При вакуумном формовании упрощается конструкция штампа. После разогрева листа 2 специальной плитой обогрева 3 (см. рис 5, а) из матрицы отсасывается воздух, и пластмассовый лист всасывается в полость матрицы-(см. рис 5 б). Затем изделие выталкивается сжатым воздухом (рис. 5, в)
Сущность процесса литья вакуумным всасыванием состоит в том что расплав под действием разряжения, создаваемого в полости формы заполняет её и затвердевает, образуя отливку. Изменением разности заполнения давлением и давлением в полости формы можно регулировать скорость заполнения формы расплавом, управляя этим процессом. Вакуумировние полости форм при заливке позволяет заполнить формы тонкостенных отливок с толщиной стенки 1- 1,5 мм, исключить попадание воздуха в расплав, повысить точность и механические свойства отливок.
В производстве используют установки двух основных разновидностей.
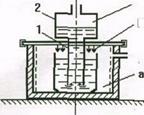
Установки первого типа имеют две камеры: нижнюю и верхнюю. Нижняя камера представляет собой раздаточную печь с электрическими или газовым обогревом, в которой располагается тигель с расплавом. Верхняя камера расположена на крышке нижней камеры, в крышке установлен металлопровод. Форму устанавливают и закрепляют в камере так, чтобы литник соединялся прижимами с крышкой. Полость верхней камеры через вакуум-привод соединена с ресивером, в котором насосом создается разряжение, регулируемое системой управления. В начальный момент клапан управления открывается, в верхней камере создается разряжение, и расплав в следствии разницы давления в камерах по металлопроводу поднимается и заполняет полость формы. После затвердевания отливки клапан системы управления соединяет полость верхней камеры с атмосферой, давление в обеих камерах становиться одинаковым, а остатки незатвердевшего расплава сливаются из металлопровода в тигель. Верхняя камера снимается, форма с отливкой извлекается и цикл может повторяться.
Установки такого типа используют обычно для улучшения заполнения форм тонкостенных сложных фасонных отливок из алюминиевых и магниевых сплавов с толщиной стенки 2-2.5мм, а иногда и до 1-1.5мм.
Установки второго типа используют* для отливки втулок, слитков и заготовок простой конфигурации в водоохлаждаемых системах кристаллизаторы. Носок металлического водоохлаждаемого кристаллизатора погружается в расплав, находящийся в тигле раздаточной печи. Рабочая полость кристаллизатора, образующая отливку, соединяется вакуумом-проводом с вакуумным ресивером. Разряжение в системе создается вакуумом-насосом и регулируется натекателем. Поворотом распределительного крана рабочая полость кристаллизатора соединяется в вакуумным ресивером. В полости кристаллизатора создается разрежение, и расплав всасывается внутрь кристаллизатора, поднимаясь на высоту, пропорциональную разрежению прт и обратно пропорционально ее плотности. После затвердевания отливки носок кристаллизатора извлекают из ванны расплава, поворотом крана, рабочую полость соединяют с атмосферой и отливка выпадает из кристаллизатора в приемный короб.
Особенности формирования отливки. Форма может заполнятся расплавим с требуемой скоростью, плавно, без разбрызгивания, сплошным фронтом; расплав, заполнивший форму, затвердевает в условиях вакуума; газы, содержащиеся в расплаве, могут из него выделяться, благодаря чему создаются условия для получения отливок без газовых раковин и пористости. Для получения плотных отливок без усадочных дефектов необходимо согласовывать интенсивности затвердевания и питания отливки. *
Обычно при литье вакуумным всасыванием слитков, втулок, расплав засасывают в тонкостенный металлический водоохлаждаемый катализатор, благодаря чему отливка отливка затвердевает с высокой скоростью.
Таким способом можно получать тонкостенные отливки типа втулок без стержней. В этом случае после всасывания расплава в кристаллизатор и намораживания на внутренних стенках кристаллизатора корочки твердого металла заданной толщины вакуум отключается и незатвердевший расплав сливается обратно в тигель. Таким образом, получают плотные заготовки втулок без газовых и усадочных раковин и пористости. Способ позволяет получать отливки из легких цветных и медных сплавов, чугуна и стали. Наиболее часто этот способ исползуется для литья заготовок втулок, вкладышей, подшипников скольжения из дорогостоящих медных сталей. При этом наиболее ярко проявляютсяосновные преимущества данного способа: спокойное заполнение формы расплавим с регулируемой скоростью, сокращение расхода металла в следствии устранения литников и прибылей, автоматизация процесса заполнения формы.
Технологические требования к конструкциям из пластмасс
Конструкция пластмассовой детали должна отвечать требованиям, определяемым свойствами применяемого материала, особенностями процесса изготовления, сборки и эксплуатации и др. Конструкция детали должна быть более простой; чем проще деталь, тем дешевле оснастка, выше производительность труда, точность, ниже ее стоимость. Качество поверхности пластмассовых деталей зависит от качества обработки пресс-форм типа штампов и их износа, от вида наполнителя пластмасс, технологических режимов изготовления. Обычно детали из пластмасс имеют 11-14 квалитет точности, но можно в особых случаях достичь 8-9 квалитета. Шероховатость поверхности обычно соответствует 7-8 классы
Нельзя назначать жесткие допуски, т.к. их нельзя выполнять из-за усадки
Правила конструирования деталей направлены на обеспечение рациональных условий течения материала в форме ,повышение точности изготовления, уменьшение внутренних напряжений и коробления. Требования к конструкции детали на основе этих соображений следующие.
1. Форма детали должна обеспечивать возможность применения неразъемных матриц и пуансонов(в разъемных матрицах и пуансонах трудоемкость и стоимость изготовления значительно увеличены). Конфигурация детали не должна препятствовать свободному течению материала. Ответственные размеры не должны попадать в плоскость разъема, (это снижает их точность на толщину облоя. Для легкого отделения облоя линия разъема должна быть на участках простой конфигурации Контура изделия.
2. Технологические уклоны необходимы для облегчения удаления деталей из формы и их назначают на стенках параллельных направлению усилия замыкания формы или направлению извлечения детали из •подвижных формирующих знаков; в некоторых случаях 'конструкция детали не требует дополнительных уклонов. Уклоны на деталях не назначают:
а) на плоских монолитных толщиной 5-6 мм и менее,
б) на тонкостенных (трубчатых) высотой 10-15 мм,
в) на наружных поверхностях полых деталей с дном высотой до 30мм
г) на конусных,
д) на сферических
Величина уклона внутренних поверхностей больше уклона наружных поверхностей.
Величина уклона определяет в значительной мере точность изготовления изделий и назначается в зависимости от высоты детали и находится в пределах от 15 до 1 градусов для наружных поверхностей и от 30 до 2 градусов – для внутренних поверхностей.
3. Толщина стенки и дна должна быть равномерной. Разнотолщинность деталей вызывает неравномерную усадку, приводящую к образованию трещин, вздутий и короблению из-за неравномерности отверждения материала в форме и охлаждения вне формы.
Толщина стенки зависит от текучести материала, высоты детали и с увеличением текучести материала можно уменьшить толщину, а с увеличением высоты детали толщина стенки детали должна быть больше. Не следует назначать толщину стенки более 10-12 мм; При невозможности обеспечения по конструктивным соображениям равностенности, допускаемая разностенность должна составлять: при прессовании не более 2:1, при литье под давлением деталей простой конфигурации не более 2,5:1. В этом случае должны соблюдать 'плавность перехода от одного к другому сечению. Переходы от большего сечения к меньшему рекомендуется выполнять с помощью уклонов, радиусов закруглений, а в цилиндрических деталях с помощью конусности.
4. Ребра жесткости применяют для увеличения жесткости и прочности, усиления особо нагруженных мест по технологическим соображениям (предохранение от коробления, уменьшения времени выдержки и др.). Ребра жесткости не должны доходить до опорной поверхности на 0,5-0,8 мм. Оптимальная толщина ребра жесткости 0,6-0,8 толщины стенки. Нужно стремиться к диагональному или диаметральному расположению ребер жесткости. Форма ребра не должна препятствовать усадке.
5. Торцы для упрочнения деталей выполняют в виде буртиков различных конструкций. Толщина буртиков не должна превышать 1,5-2 толщины стенки. Примеры оформления горцев представлены на рис.24,г.
6. Радиусы закруглений (рис.24,д) назначают на внутренних и наружных сторонах детали, они способствуют устранению или уменьшению внутренних напряжений, уменьшению величины колебания усадки.
Величина радиуса зависит от материала, толщины стенки и регламентируется ГОСТ 10948-84. Минимальная величина радиуса для реактопластов и термопластов - 0,5 мм.
7. Отверстия. Расположение на поверхности, разновидности (сквозные, глухие, ступенчатые и др.), конфигурация (круглые, овальные, прямоугольные и д.р) отверстий определят в значительной мере величину внутренних напряжений, усадку, точность отверстий и межосевых расстояний.
Расстояние между соседними сквозными отверстиями и краем детали рекомендуется не менее одного диаметра отверстия. Минимальное расстояние между отверстиями b1=(S/D+1)*D, а минимальное расстояние от края отверстия до края детали Ь2 выбирается в зависимости от диаметра отверстия в предела
Дата добавления: 2016-11-26; просмотров: 3948;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Автоматический контроль формы деталей.
- Адгезия полимеров к пластмассам, каучукам, резинам
- Балансировка деталей.
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.
- В машиностроении в зависимости от выбора баз применяются три способа нанесения размеров элементов деталей: цепной, координатный и комбинированный.
- Валом и отверстием называют соединяемые поверхности деталей, причём вал – это наружная поверхность, а отверстие – внутренняя поверхность деталей.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
