Общие сведения о печатных платах
Печатные платы (ПП) - это конструкция электрических межсоединений на изоляционном основании. ПП+установленные и смонтированные элементы образуют печатный узел. По функциональному назначению различают слои : сигнальные , потенциальные ( питание , заземление), экранирующие , технологические ( по расположению внутрнние и внешние).
Печатные платы (ПП)— основа печатного монтажа любой РЭА, при котором МС, полупроводниковые приборы, ЭРЭ и элементы коммутации
устанавливаются на изоляционное основание с системой токопроводящих полосок металла (проводников), которыми они электрически соединяются между собой в соответствии с электрической принципиальной схемой. Практически нет такой аппаратуры, где бы не использовались ПП какого либо типа ( в микросборках, ячейках и т. д.)
Печатный монтаж — способ монтажа, при котором электрическое соединение элементов электронного узла, включая экраны, выполнено с помощью печатных проводников. Печатный проводник — проводящая полоска в проводящем рисунке. Печатный проводник в одной плоскости называется печатным слоем.
Проводящий рисунок – совокупность всех элементов на отдельном слое ПП , образованных проводящим материалом (печатные проводники , контактные площадки , концевые контакты печатного разъёма и др,) Крепёжные отверстия- служат для крепления ПП в панелях , блоках. Монтаж- это установка и пайка ЭРИ. Концевые печатные контакты – расположены на краю ПП для сопряжения соединителями . Ориентировочный паз – паз на краю , используемый для правильной ориентации и установки ПП.
В ЭА ПП применяют практически на всех уровнях конструктивной иерархии: на нулевом — в качестве основания гибридных схем и микросборок, на первом и последующих — в качестве основания, механически и электрически объединяющего все элементы , входящие в схему электрическую принципиальную ЭА и её узлов.
Государственным стандартом предусмотрены следующие типы ПП
- односторонняя печатная плата (ОПП) — ПП, на одной стороне ко-торой выполнен проводящий рисунок ;
- двусторонняя печатная плата (ДПП) — ПП, на обеих сторонах которой выполнены проводящие рисунки и все требуемые соединения ;
- многослойная печатная плата (МПП) — ПП, состоящая из чере-дующихся слоев изоляционного материала с проводящими рисунками на двух или более слоях, между которыми выполнены требуемые соединения,
- Многоуровневая печатная плата (МУПП) или ГИГМ-плата – основание, на поверхности которого с одной или с двух сторон размещён обьёмный 2-х уровневый рисунок.
- гибкая печатная плата (ГПП) одно или двухсторонняя плата на гибком основании;
- гибкий печатный кабель (ГПК). Система параллельных печатных проводников, размещенных на гибком основании.
- гибко-жесткие печатные платы
Конструктивные характеристики печатных плат .
По точности выполнения печатных элементов конструкции (проводников, контактных площадок и пр.) все ПП делят на семь классов (табл. 1):
Отличающиеся наименьшим номинальным размером в узком месте — участок ПП, где элементы печатного проводящего рисунка и расстояния между ними должны быть выполнены только с минимально допустимыми значениями. 1-й и 2-й классы ПП применяют в случае малой насыщенности поверхности ПП дискретными элементами и микросхемами малой степени интеграции; 3-й класс ПП — для микросхем со штыревыми и планерными выводами при средней и высокой насыщенности поверх-ности ПП элементами; 4-й класс ПП — при высокой насыщенности поверх-ности ПП микросхемами с выводами и без них; 5-й класс ПП —при очень высокой насыщенности поверхности ПП элементами с выводами и без них. Для поверхностного монтажа элементов используют в основном 4-й и 5-йклассы ПП. В настоящее время изготавливают ПП по 6 и 7 классам точности с шириной проводников 40...70 мкм
Ширину печатных проводников (рис. 3) рассчитывают и выбирают в зависимости от ДОПУСТИМОЙ ТОКОВОЙ нагрузки, свойств токопроводящего
материала, температуры окружающей среды при эксплуатации. Края проводников должны быть ровными, проводники — без вздутий отслоений, paзрывов , протравов, пор, крупнозернистости и трещин, так эти дефекты влияют на сопротивление проводников, плотность тока, волновое сопротивление и скорость распространения сигналов.
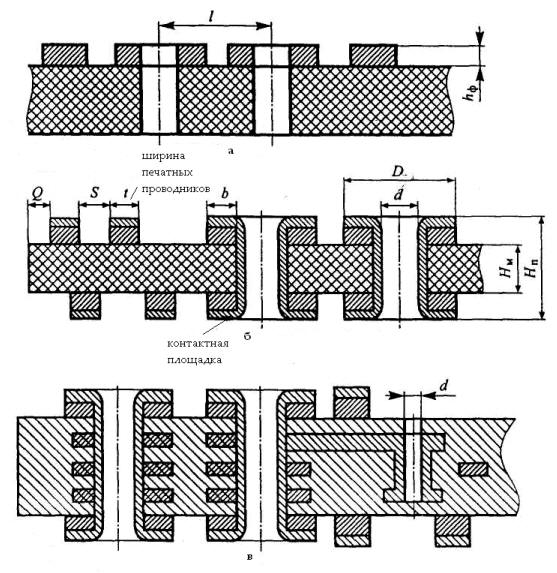


На рис. 2 использованы следующие обозначения: t — ширина печатного проводника; S — расстояние между печатными проводниками; Q — расстояние от края ПП (выреза, паза) до элементов проводящего рисунка; Ь — расстояние от края просверленного отверстия до края контактной площадки (поясок); D — диаметр контактной площадки; d — диаметр отверстия; hФ — толщина фольги; Нм — толщина материала основания печатной платы; НП — толщина ПП; l — расстояние между центрами (осями) элементов конструкции ПП.
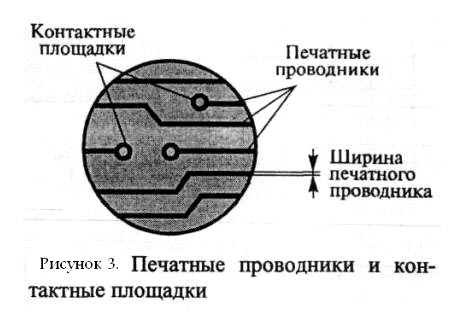
Таблица 1. Наименьшие номинальные значения основных размеров элементов печатного монтажа для узкого места в зависимости от класса точности

Расстояние между элементами проводящего рисунка (например, между проводниками), расположенными на наружных или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
Координатная сетка чертежа ПП необходима для координации элементов печатного рисунка. В узлах пересечений сетки располагаются монтажные и переходные отверстия (рис. 4). Основным шагом координатной сетки принят размер 0.5 мм в обоих направлениях. Если этот шаг не удовлетворяет требованиям конкретной конструкции, можно применять шаг, равный 0,05 мм. При использовании микросхем и элементов с шагом выводов 0,625 мм допускается применение шага координатной сетки 0,625 мм.
В случае необходимости применения координатной сетки с шагом, отличным от основных, предпочтительным является шаг, кратный основным шагам координатной сетки. При использовании микросхем зарубежного производства с расстояниями между выводами по дюймовой системе допускается использование шага координатной сетки , кратного 2,54 мм.
Диаметры монтажных и переходных отверстии (металлизированных и неметаллизированных) должны соответст-вовать ГОСТ 10317 79 и выбираться из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4 ;2,5; 2,6; 2,7; 2,8; 3,0. Монтажные отверстия предназначены для установки микросхем и ЭРЭ, а переходные отверстия — для электрической связи между слоями или сторонами ПП.
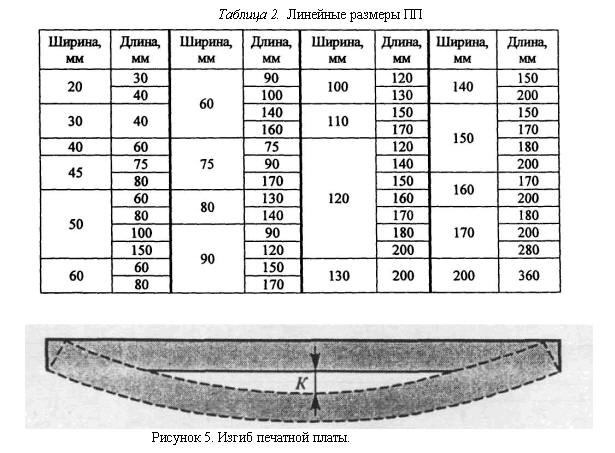
Размеры ПП, если они специально не оговорены в ТЗ, определяются с учетом количества устанавливаемых элементов, их установочных площадей, шага установки, зон установки разъема и пр. Линейные размеры ПП рекомендуется выбирать по ГОСТу (табл. 2).Соотношение линейных размеров сторон ПП должно составлять не более 3:1.
Кривизна ПП (цилиндрическое или сферическое искривление основания) может появиться в результате воздействия высокой температуры и влажности (рис. 5).
Допустимое значение изгиба ПП К на длине 100 мм составляет для ОПП и ДПП 1,5 мм; для МПП — 2,0 мм.

Коробление ПП (спиральное искривление противоположных кромок основания ПП, скручивание) может привести к разрыву проводников, осложняет процесс изготовления ПП и установки элементов при сборке модуля (рис. 6).
Электрические характеристики печатных плат
Допустимая плотность тока для ОПП, ДПП и наружных слоев МПП — 20 А/мм2; для внутренних слоев МПП — 15 А/мм2.
Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях ПП и ГПК, зависит от материала основания печатной платы и не должно превышать следующих значений (табл.3).
Допустимые рабочие напряжения между элементами проводящего рисунка, расположенными на наружном слое ПП, зависят от материала основания ПП, условий эксплуатации и не должны превышать следующих значений(таблица 4).
Все типы ПП должны обеспечивать работоспособность при воздействии на них климатических факторов одной из следующих групп жесткости (табл.5).
Контактные площадки ПП с металлизированными отверстиями долж-ны выдерживать не менее 4 (МПП — 3) циклов перепаек; без металлизированных отверстий — не менее 3 (МПП — 2) перепаек.
Выбор класса точности ПП
ГОСТ 23751—86 устанавливает пять классов точности ПП, каждый из которых характеризуется минимальным допустимым значением номиналь-ной ширины проводника (/) , расстоянием между проводниками (S), расстоянием от края просверленного отверстия до края контактной площадки (Ь), отношением диаметра отверстия к толщине ПП (у) в узком месте. Однако в настоящее время изготавливают ПП по 6 и 7 классам точности с шириной проводников 70...40 мкм.
Основными критериями при выборе класса точности ПП являются (см. табл. 6):
• конструкторская сложность ФУ — степень насыщенности поверхно-сти ПП ЭРИ (малая, средняя, высокая) при традиционной элемент-ной базе или число выводов ПМК и шаг их расположения;
• элементная база (дискретные ЭРЭ, ИМС, МСБ, ПМК, бескорпусные ИЭТ);
• тип, число и шаг выводов ЭРИ (штыревые, пленарные, безвыводные, J-образные, матричные и пр.);
• быстродействие;
• надежность;
• массогабаритные характеристики;
• стоимость;
• условия эксплуатации;
• максимальные ток и напряжение;
• уровень технологического оснащения конкретного производства.
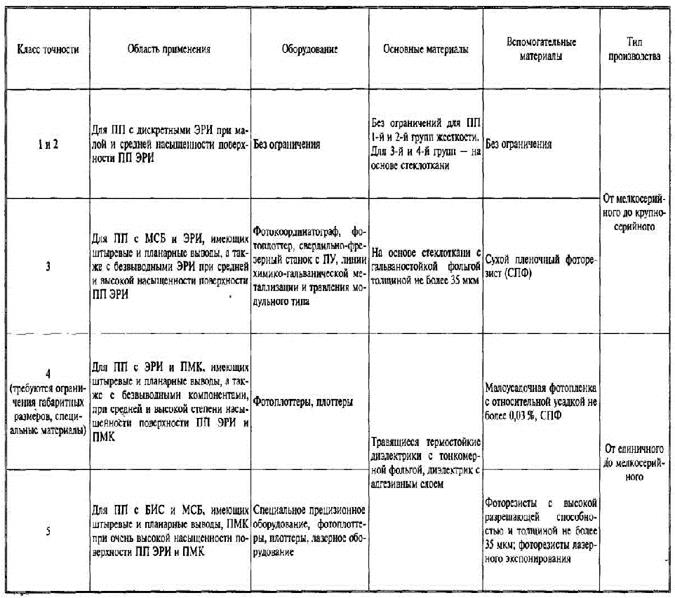
Изготовление ПП определенного класса точности обеспечивают, применяя технологическое оснащение и вспомогательные материалы, указанные в табл. 6.
Печатные платы 1 и 2 классов точности наиболее просты в исполнении, надежны в эксплуатации и имеют минимальную стоимость; для ПП 3 используется высококачественные материалы , точный инструмент и оборудования ; 4,5 классы- специальные материалы , прецензионное оборудование , особые условия изготовления;
6,7 классы- высокосложные ПП, специальные конструкции, специальные материалы и технологическая оснастка.
Программное обеспечение BETA soft поддерживает различные вычислительные платформы: Windows (3.1, NT, 95/98), UNIX, DOS и имеет интерфейс связи с системами Very Best, PADS, ACCEL (P-CAD&Tango), Or CAD, lientor, Allegro, Cadstar, Protel и др.
Таблица 6. Область применения и технологическое обоснование классов точности ПП.
Материал печатных плат
В качестве основания печатных плат используют фольгированный и нефольгированные диэлектрики (гетинакс , текстолит, стеклотекстолит, стеклоткань, лавсан, полиимид, фторопласт и др.), керамические материалы и металлические пластины. При выборе материала основания ПП необхо-димо обратить внимание на следующее: предполагаемые механические воздействия (вибрации, удары, линейное ускорение и т. п.); класс точности ПП (расстоянии между проводниками); реализуемые электрические функции; быстродействие; условия эксплуатации; стоимость.
В табл. 7,8 представлены материалы основания ПП, наиболее часто используемые в настоящее время для изготовления ОГШ, ДГШ, МПП, ГПП и ГПК.
По сравнению с гетинаксами стеклотекстолиты имеют лучшие механи-ческие и электрические характеристики, более высокую нагревостойкость, меньшее влагопоглощение. Однако у них есть ряд недостатков: невысокая нагревостойкость по сравнению с полиимидами, что способствует загрязнению смолой торцов внутренних слоёв при сверлении отверстий; худшая механическая обрабатываемость; более высокая стоимость; существенное различие (примерно в 10 раз) коэффициента теплового расширения, меди и стеклотекстолита в направлении толщины материала, что может привести к разрыву металлизации в отверстиях при пайке или в процессе эксплуатации.
Для изготовления ПП, обеспечивающих надежную передачу наносекундных импульсов , необходимо применять материалы с улучшенными диэлектрическими свойствами (уменьшенным значением диэлектрической проницаемости и тангенса угла диэлектрических потерь). Поэтому к перспективным относится применение оснований ПП из органических материалов с относительной диэлектрической проницаемо-стью ниже 3,5.
Для изготовления ПП, эксплуатируемых в условиях повышенной опасности возгорания, применяют огнестойкие гетинаксы и стеклотекстолиты марок СОНФ,СТНФ,СФВН,СТФ,СОНФ-у.
Для изготовления ГПК, выдерживающих многократные (до 150) изгибы на 90° (в обе стороны от их исходного положения ) с радиусом 3 мм применяют фольгированный лавсан и фторопласт. Материалы с толщиной фольги 5 мкм позволяют изготовить ПП 4-го и 5-го классов точности.

В производстве ПП широко используют отечественные и импортные материалы. Прежде чем останавливать свой выбор на том или ином мате-риале, следует иметь в виду, что:
при использовании недорогих отечественных стеклотекстолитов при ширине проводников и зазоров между ними менее 0,3 мм большой процент уйдет в брак, что, естественно, увеличит стоимость ПП и приблизит к стоимости ПП на импортных материалах;
Подготовка разработанного проекта ПП к производству.
Подготовка ПП к производству включает создание управляющих файлов для технологического оборудования ( фотоплоттеров, плоттеров , сверильно - фрезерных , фрезерно-гравировальных станков, сборочных автоматов, оборудования для автоматического тестирования ПП и др.) и изготовления фотошаблонов по результатам проектирования в САПР.
Для постпроцессирования результатов проектирования из САПР на применяемое технологическое оборудование принят последовательный переход от анализа исходного формата данных в специально разработанный промежуточный формат, из которого выполняют преобразование в требуемый для конкретного оборудования формат. Таким промежуточным форматом является в ряде случаев Gerber-формат для последующей перекоди-ровки в другие форматы данных для управления технологическим оборудо-ванием.
Основным форматом для управляющих файлов фотоплоттеров в P-CAD является формат Gerber, что связано с большим количеством оборудования, которое управляется в этом формате, наличием в P-CAD специального графического редактора, позволяющего просмотреть и редактировать графический образ фотошаблона, и с тем, что формат Gerber достаточно просто перепрограммировать в любой тип фотоплоттера, плоттера или фотокоординатографа.
Практически все САПР ПП имеют встроенные средства генерации управляющих файлов. Для получения оптимизированных файлов в формате Gerber существуют в настоящее время следующие пакеты:
• Genesis 2000 компании РСВ Frontline — один из наиболее мощных САМ-систем. Эта программа:
1) ориентирована на мощные аппаратные платформы, работающие под управлением операционной системы UNIX;
2) имеет высокий уровень автоматизации обработки топологий;
3)имеет специальные средства верификации и корректировки, позволяющие повысить технологичность ПП и учесть специфику конкретного предприятия;
4) имеет широкий набор интерфейсов импорта/экспорта для обмена данными с большинством САПР ПП.
• CAMtastic компании ALTIUM — поставляется бесплатно в качестве штатного САМ-средства совместно с пакетами P-.CAD 2002 и Protel DXP и как автономный продукт (только версия CAMtastic DXP). Данная программа построена на базе интегрированной среды проек-тирования Design Explorer, в которой:
1) в дополнение к обработке формата Gerber введена качественная поддержка формата ODB++;
2) имеется макрорекордер, позволяющий автоматизировать большинство процедур с помощью специального языка Client Basic;
• САМ350 8.0 компании DOWNSTREAM TECHNOLOGIES - наиболее популярная в России и достаточно мощная программа, вышедшая в марте 2003 г.; в нее входит:
1) полностью обновленный пользовательский интерфейс,
2) усовершенствованные средства контроля правил DRC и DFM,
3) улучшенные средства генерации списков соединений с учетом сквозных и глухих переходных отверстий,
4) в качестве основного стандарта обмена данными формат ODB++, содержащий полную информацию о проекте и поддерживаемый большинством систем управления ресурсами предприятия.
• CAMmaster компании Lavenir, ранее известная как Lavenir Technology Inc. (США), выпускающая до 2002 г. высококачественные фотоплоттеры, например, Pulsar 8000, и ПО для собственных фотоплоттеров. Последние версии продуктов компании PENTALOGIX содержат все необходимые средства для подготовки ПП к производству и, в частности, для генерации файлов, используемых при автоматическом тестировании ПП и сверлении отверстий, отличительной особенностью которых является поддержка языка макроскриптов Visual Basic for Application;
•GerbTool компании WISE поставляется в составе пакета OrCAD как штатный САМ-модуль и имеет полный набор инструментов для первичной подготовки проектов ПП к производству:
1) обработка топологий;
2) генерация файлов сверления и фрезерования;
3) средства верификации и повышения технологичности.
Формат управляющих файлов сверлильных станков с программным управлением содержит чаще всего два типа команд:
• команды автоматической смены инструмента;
• команды сверления, содержащие координаты отверстий для сверления.
Для формирования управляющего файла сверлильного станка с ПУ, например, в P-CAD 4.5 предназначена программа PC-DRILL, исходным файлом для которой является файл РСВ, в котором установлена точка, являющаяся нулем станка. Относительно этой точки формируются координаты для сверления отверстий ПП.
Программа EXELLON читает файл DRL и переводит его в промежуточный формат. Из этого формата осуществляется перекодировка, и создаются управляющие файлы для станков SCHMOLL, MICRONIC и др.
Технологические требования к ПП
Технологические требования к ПП определяют условия сборки ячеек. К ним относятся такие как:
• паяемость — свойство паяемых материалов вступать в физико-химическое взаимодействие с расплавленным припоем с образованием качественного соединения контактной площадки с выводами ЭРИ. При этом учитываются режимы пайки (температура и время), наличие флюсующей или восстановительной сред и качество подготовки поверхности;
• прочность сцепления проводников с диэлектриком на поверхности и в отверстиях — одна из основных характеристик процесса металлизации. При химической металлизации диэлектрика она обусловлена сорбционным взаимодействием меди и диэлектрика, которое не обеспечивает высокой и равномерной прочности сцепления. Это имеет место при металлизации в вакууме (кроме катодной и плазменной металлизации, при которых включаются силы электронного взаимодействия). Высокая прочность сцепления проводников с диэлектриком наблюдается при нанесении и вжигании токопроводящих паст на керамическое основание, определяемая их диффузионно-химическим взаимодействием, и при клеевом соединении фольги с диэлектриком. Прочность сцепления зависит также от типа диэлектрика, клея, подготовки поверхности, применяемых химических растворов и определяется усилием отрыва проводника от ПП в пересчете на ширину металлической полоски на поверхности ПП
• устойчивость к перепайкам определяется количеством допустимых перепаек, которое должны выдержать контактные площадки с металлизированными отверстиями при ремонте: не менее четырех (МПП — трех) перепаек; без металлизированных отверстий — не менее трех (МПП — двух) перепаек;
• пригодность к пайке — способность ПП сохранять паяемость в течение длительного времени (6... 12 месяцев);
• ремонтопригодность и др.
Дата добавления: 2016-11-26; просмотров: 13379;
Поиск по сайту
Узнать еще
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Тотальные (общие) морфологические признаки.
- II. Общие методические принципы в канистерапии
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- А. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
- А. Сведения о трубах и сварных фасонных деталях
- Абсолютные числа разводов и общие коэффициенты разводимости в США и СССР,
- АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ СМЕНА ПЕЧАТНЫХ ФОРМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
