Автоматический метод достижения точности размеров
Автоматический метод достижения точности размеров характерен для мелкосерийного, серийного, крупносерийного и массового производств. Размеры при данном методе получаются на настроенных станках. Настройка может быть элементарной, с помощью специальных устройств, применением станков автоматов и полуавтоматов. Исполнитель работы, его квалификация не влияют на точность получаемых размеров. Данный метод используется при выполнении заготовок методами штамповки и литья, за исключением литья в земляные формы ручной формовки. К этим методам относятся сборка, осуществляемая методами взаимозаменяемости.
Метод автоматического достижения точности при механической обработке состоит в том, что инструмент окончательно устанавливается в определенное положение перед обработкой, т. е. настраивается на обрабатываемый размер. После этого вся партия деталей обрабатывается без изменения положения режущего инструмента (рис. 72). Настроечные размеры: Н1 =а, Н2 =К=Dф/2+в.
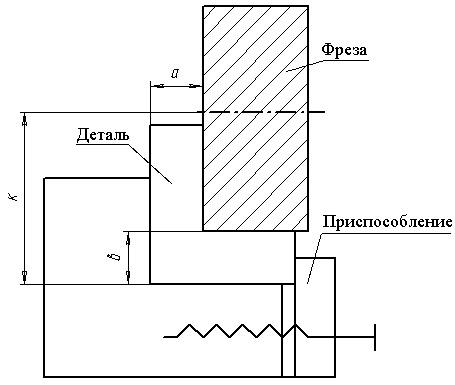
Рис. 72. Настроечные размеры при выполнении автоматического
метода достижения точности при механической обработке
Если при методе пробных рабочих ходов и замеров точность обрабатываемой поверхности целиком определяется квалификацией рабочего, то при применении автоматического метода точность будет зависеть от наладчика (точность установки инструмента на настроечные размеры), от инструментальщика (точность изготовления инструмента), от технолога (правильность назначения технологических баз и размеров , определяющих схему установки детали и конструкцию приспособления).
Преимущества автоматического метода достижения точности:
а) независимость точности обработки от минимально возможной толщины снимаемой стружки,
б) независимость точности обработки от квалификации рабочего и его усталости,
в) повышение производительности обработки,
г) более низкая себестоимость обработки за счет высокой производительности, снижение брака и уменьшения потребности в квалифицированных рабочих.
Как известно, режущий инструмент в процессе работы изнашивается. При автоматическом методе достижения точности размеров инструмент находится в определенном положении, поэтому появление износа приводит к появлению неточности при обработке. Для компенсации погрешностей, вызванных износом инструмента, производится периодическая поднастройка станка, восстановление первоначального положения детали инструмента. В серийном производстве подобная поднастройка производится вручную методом пробных замеров и рабочих ходов. В крупносерийном и массовом производствах поднастройка осуществляется автоматически.
Признаки данного метода:
а) использование настроенных станков,
б) использование специальных и специализированных приспособлений,
в) работа мерными инструментами,
г) наличие поднастройки,
д) использование активных методов контроля.
Дата добавления: 2021-02-19; просмотров: 892;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Определение и структура методов обучения.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Понятие о методах воспитания.
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Методологические основы педагогики.
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
