Конструкция направляющих станков и их расчет
В металлорежущих станках для прямолинейного и кругового перемещений узлов используют направляющие скольжения и качения. Направляющие должны обеспечивать прямолинейность и точность перемещений узлов и поэтому к ним предъявляют следующие требования: низкий коэффициент трения, не зависящий существенно от скорости; высокая жесткость в направлении, перпендикулярном подаче; высокая способность демпфирования; высокая износостойкость. Точность направляющих достигается соответствующей технологией обработки, а длительное сохранение ее – правильным выбором материала, конструкции и условиями эксплуатации [17].
В соответствии с ОСТ-2 H2О-1-73 установлены следующие типы направляющих скольжения: треугольные симметричные (рис. 7.7, а), треугольные несимметричные (рис. 7.7, б), прямоугольные (рис. 7.7, в)и остроугольные (рис. 7.7, г). Регулировка зазоров в направляющих скольжения может производиться регулировочными клиньями А,прокладками Б,передвижными планками В (рис. 7.8). Равномерность смазки направляющих достигается за счет выполнения на их рабочей поверхности специальных смазочных канавок. Направляющие скольжения, несмотря на простоту обычных конструкций (традиционное исполнение), имеют ряд существенных недостатков: невысокую износостойкость, низкую точность установочных перемещений, большие силы трения. Поэтому в станках ЧПУ все чаще применяют направляющие с пластмассовыми накладками на подвижных узлах, которые характеризуются минимальными коэффициентам трения, высокой износостойкостью, низкими температурами в зоне контактирования трущихся поверхностей, высокой жесткостью и хорошей демпфирующей способностью.

а) б) в) г)
Рис. 7.7. Основные типы направляющих скольжения
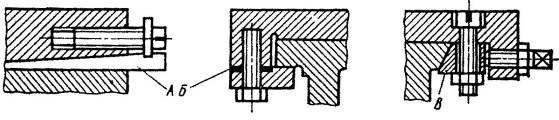
Рис. 7.8. Регулировка зазоров в направляющих скольжения
Пластмассовые направляющие обычно располагают на более короткой из сопрягаемых поверхностей, например, на столах, салазках и т.п. Толщина пластмассового слоя 1,5...3 мм. Он наносится методом заливки или приклеиванием накладок в виде ленты. Широкое распространение в станках с ЧПУ получили пластмассовые направляющие из фторопласта. В качестве материала для накладок направляющих используют фторопласт, основным компонентом которого является политетрафторэтилен. Достоинство фторопластовых направляющих – малый коэффициент трения, что исключает скачкообразное перемещение рабочего узла при замедленных скоростях подачи. Кроме того, фторопластовые направляющие характеризуются равномерностью износа, высокой долговечностью и постоянством коэффициента трения. В паре с пластмассовыми направляющими, как правило, применяют закаленные стальные планки твердостью не менее HRC 55.
В тех случаях, когда необходимо значительно снизить коэффициент трения и обеспечить его независимость от скорости перемещения, применяют направляющие качения без предварительного регулирования – незамкнутые (рис. 7.9, а, б) и с предварительным регулированием – замкнутые (рис. 7.9, в). Тела качения (цилиндрические ролики или шарики) изготавливают с допуском порядка 1 мкм.

а) б) в)
Рис. 7.9. Направляющие качения
Для смазки роликовых направляющих используют как обычные масла, так и пластичные смазочные материалы, а для защиты от попадания пыли и стружки применяют различные ограждающие устройства: телескопические щитки, гофрированные экраны и т.д.
В станках с ЧПУ нашли применение направляющие качения, изготовленные в виде отдельного узла – так называемых «танкеток», в которых тела качения циркулируют по замкнутой траектории. Такие опоры могут быть использованы в узлах с большой длиной хода. В настоящее время их изготавливают централизованно с унифицированными присоединителями и габаритными размерами.
На рис. 7.10 приведена конструкция роликовой опоры, которая состоит из корпуса 1, роликов 2 и обойм 3. Крепление опор к привалочным плоскостям узлов осуществляется винтами 4. Для возврата роликов при их обкатке по корпусу 1 в верхней части конструкции предусмотрен зазор h между роликами и корпусом перемещающегося узла. Роликовые опоры применяют в паре с закаленными стальными направляющими, имеющими твердость не менее HRC 60...61.
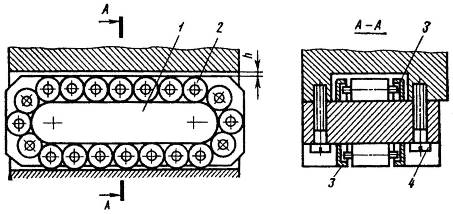
Рис. 7.10. Конструкция роликовой опоры
Направляющие с роликовыми опорами, так же, как и направляющие скольжения, могут быть замкнутыми и незамкнутыми. При исполнении замкнутой конструкции (рис. 7.11) для уменьшения деформаций и обеспечения равномерности распределения действующих нагрузок, каждая роликовая опора 1–6 должна взаимодействовать с противостоящей опорой. Для повышения статической и динамической жесткости и точности перемещений в опорах создается предварительный натяг с помощью клиньев 7-9 или мерных прокладок (рис. 7.11). Сопротивление движению при использовании узлов качения типа «танкеток» определяется силой Q, необходимой для перемещения опоры. Значение этой силы при нагружении опоры нормальной силой Рнопределяется уравнением
где Q0 – начальное тяговое усилие, не зависящее от нагрузки, Н; fк – коэффициент, учитывающий трение качения, мм; d – диаметр роликов, мм. Величины Q0 и fкзависят от качества изготовления и монтажа опор. В нормальных условиях fк = 0,004...0,006 мм, Q0 = 5...15 H.
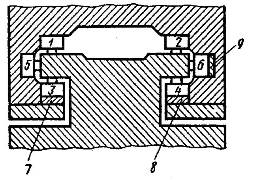
Рис. 7.11. Замкнутая конструкция роликовых направляющих
В ряде станков с ЧПУ, особенно крупногабаритных, применяют плоские и цилиндрические гидростатические направляющие, работающие в условиях жидкостного трения. Их достоинства: стабильность толщины масляного слоя, низкий коэффициент трения, плавность движения, высокая точность перемещений, пренебрежимо малый износ и нечувствительность к деформации станины. Демпфирующие свойства этих направляющих определяются вязкостью применяемого масла. Гидростатические направляющие могут быть замкнутого и незамкнутого типа. В замкнутых гидростатических направляющих (рис. 7.12) нижняя опора 2 выполняется плавающей. Масло от насоса 1 подается под постоянным давлением рн через дроссели 3 в карманы верхних и нижних поверхностей. Из карманов масло вытекает наружу через зазоры в направляющих. Станки с гидростатическими направляющими снабжены устройствами сбора масла и его очистки.
В станках, где нагрузки относительно невелики, можно использовать аэростатические направляющие. В отличие от гидростатических направляющих в аэростатических вместо масляной подушки создается воздушная. Станки с аэростатическими направляющими снабжены устройствами очистки, охлаждения и сушки воздуха. К качеству изготовления аэростатических опор предъявляют высокие требования, так как от этого в значительной степени зависит устойчивость их работы. Зазор в направляющих должен быть минимальным – 10...15 мкм.
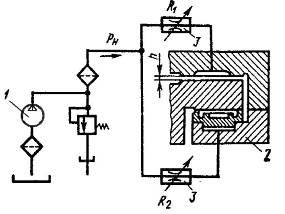
Рис. 7.12. Замкнутая гидростатическая направляющая
В связи с тем, что твердость направляющих оказывает решающее влияние на износостойкость (например, закалка направляющих скольжения до твердости 56...63 HRC снижает износ в 2-3 раза), часто применяют привертные закаленные направляющие в виде планок (рис. 7.13), отличающиеся толщиной (I-VI и VII, VIII)и способами крепления (I-VIII).Наибольшее распространение находят массивные планки (I-VI),так как обеспечивают большую точность и жесткость. Повышения износостойкости добиваются: выбором материала направляющих подвижной детали (бронза, планки из наполненного фторопласта, композиционный пастообразный материал на основе эпоксидных смол толщиной 3...5 мм и др.); снижением шероховатости скользящих поверхностей (для станков класса П, В Ra = 0,32...0,63 мкм); защитой направляющих от попадания грязи и стружки; ограничением удельных давлений (максимальные давления для станков средних размеров не должны превышать 2,5...3 МПа) [2].

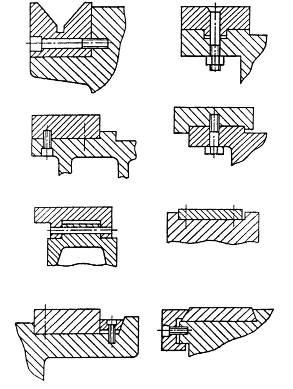
Рис. 7.13. Схемы привертных направляющих
В табл. 7.2 приведены конструктивные схемы направляющих прямолинейного движения с различным трением. Основные геометрические формы направляющих выполнены на базе прямоугольника (схемы 1-3),срезанного треугольника (схемы 4-6) и круга (схемы 7-9).Наиболее распространенными являются прямоугольные направляющие ввиду простоты конструкции и высокой
точности.
Материал направляющих в значительной мере определяет износостойкость и плавность движения узлов. Во избежание крайне нежелательного явления – схватывания, пару трения комплектуют из разнородных материалов, имеющих различные состав, структуру и твердость. Направляющие, относительно которых перемещаются подвижные детали, делают более твердыми и износостойкими. Этим обеспечивается длительное сохранение точности, так как при движении копируется форма неподвижных направляющих [10].
Направляющие из серого чугуна,выполненные как одно целое с базовой деталью, наиболее просты, но при интенсивной работе не обеспечивают необходимой долговечности. Их износостойкость повышают закалкой с нагревом токами высокой частоты или газопламенным методом. Закалкой одной из сопряженных поверхностей до HRCэ48-53 можно повысить износостойкость более чем в 2 раза. Легирующие присадки к чугунным направляющим дают повышение износостойкости только при последующей закалке. Значительного повышения износостойкости чугунных направляющих можно добиться применением специальных покрытий. Хромирование направляющих слоем толщиной 25-50 мкм обеспечивает твердость до HRCэ68-72, в 4-5 раз повышает износостойкость и существенно уменьшает коэффициенты трения покоя и трения движения. Аналогичный эффект дает напыление направляющих слоем молибдена или сплавами с содержанием хрома. Хромируют только одну из сопряженных поверхностей, обычно неподвижную, так как пара хром по хрому склонна к схватыванию, хотя и имеет минимальный коэффициент трения.
Направляющие из стали выполняют в виде отдельных планок, которые приваривают к сварным станинам, а к чугунным станинам крепят винтами или приклеивают. Материал накладных направляющих – низкоуглеродистые стали 20, 20Х, 20ХНМ, 18ХГТ с цементацией и закалкой до высокой твердости (HRCэ 60-65), азотируемые стали 38Х2МЮА, 40ХФ, 30ХН2МА с глубиной азотирования 0,5 мм и закалкой до очень высокой твердости (800-1000НV). Реже применяют легированные высокоуглеродистые стали ШХ15, ХВГ, 9ХС с объемной закалкой и отпуском (HRCэ 58-62). Стальные закаленные направляющие обеспечивают наивысшую износостойкость в паре с закаленным чугуном.
Цветные сплавы, такие, как безоловянная бронза Бр АМц9-2, оловянная бронза БрОФ10-1, сплав на цинковой основе ЦАМ 10-5 в паре со сталью и чугуном, дают наилучшие результаты по износостойкости, отсутствию задиров и равномерности подачи, но высокая стоимость сдерживает их широкое применение при изготовлении направляющих. Их используют, главным образом, в тяжелых станках, делая накладные направляющие или для заливки.
Таблица 7.2
Дата добавления: 2021-02-19; просмотров: 1894;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А - конструкция с гидроизолирующей прослойкой под дорожной одеждой; б - то же, в земляном полотне; в - то же, с армирующей прослойкой
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
