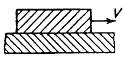
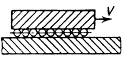
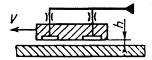
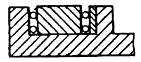
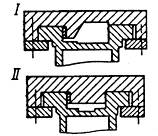
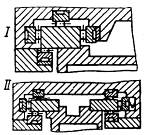
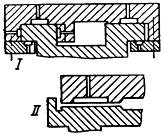
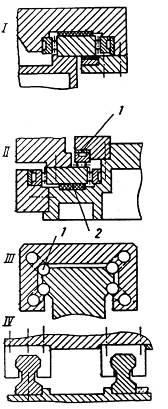
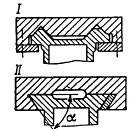
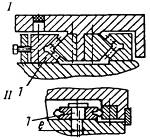
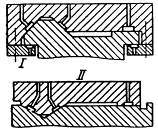
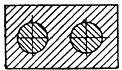
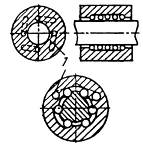
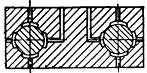
Конструктивные схемы направляющих
 Базовые формы направляющих Базовые формы направляющих
| Скольжения
| Качения
| Гидростатические
| Комбинированные и другие
| |

| 1
| 2
| 3
| 10
| |

| 4
| 5
| 6
| ||

| 7
| 8
| 9
|
Пластмассы обладают хорошими характеристиками трения и антизадирными свойствами, обеспечивают равномерность движения при малых скоростях и не дают схватывания. Однако малая жесткость, низкая износостойкость при абразивном загрязнении, влияние тепловых воздействий, влаги, масла, слабых щелочей и кислот ограничивают их применение. Используют пластмассы в основном в комбинированных направляющих, когда основную нагрузку несут, например, роликовые опоры, а слой пластмассы на вспомогательных гранях обеспечивает необходимые характеристики трения. В станках используют фторопласт в виде ленты, наклеиваемой на направляющие, фторопласт с бронзовым наполнителем, композиционные материалы на основе эпоксидных смол с присадками дисульфида молибдена, графита и неметаллических наполнителей, материалы на основе ацетальных смол (дельрин).
Композиционные материалы на основе эпоксидных смол очень технологичны. На подготовленные поверхности направляющих перемещаемой детали наносят слой только что приготовленной эпоксидной композиции (смола, пластификатор, отвердитель и наполнители). Поверхности направляющих неподвижной базовой детали покрывают тонким слоем смазочного материала или воска во избежание прилипания смолы и на них устанавливают подвижную базовую деталь. После затвердевания профиль направляющих подвижной детали полностью копирует профиль направляющих, по которым деталь перемещается. При необходимости такие покрытия можно обрабатывать строганием, фрезерованием, шабрением.
Расчет направляющих скольжения ведут по критериям износостойкости и жесткости. По требованию износостойкости ограничивают допустимые давления на рабочих гранях направляющих, а по требованию жесткости лимитируют допустимые контактные перемещения. Давления на рабочих поверхностях направляющих можно определить приближенным методом, справедливым для тех случаев, когда собственная жесткость сопряженных базовых деталей существенно больше контактной жесткости направляющих. Допускаем, что по длине направляющих давления изменяются по линейному закону, а по ширине направляющих в связи с ее малой сравнительно с длиной величине давления считаются постоянными [12].
Расчетную схему составляют для подвижного узла при действии на него всех сил: составляющих силы резания, массы узла, тяговой силы, реакций на рабочих гранях направляющих и соответствующих сил трения. По расчетной схеме и выбранной системе координат составляют уравнения равновесия подвижного узла для прямоугольных направляющих (рис. 7.14, а) ипривода ходовым винтом (рис. 7.14, б):
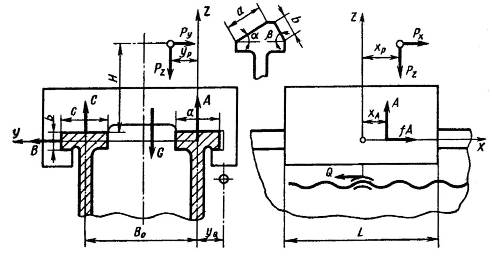
а) б)
Рис. 7.14. Расчетная схема направляющих скольжения
В системе уравнения семь неизвестных – А, В, С, хА, хВ, хС, Q. Однако первые четыре уравнения дают возможность определить реакции на гранях направляющих и тяговую силу
Реакции на гранях направляющих дают возможность определить величину средних давлений
Для определения максимальных значений давлений необходимо предварительно найти координаты равнодействующих хА, хВ, хС. Для этого к оставшимся неиспользованными двум последним уравнениям равновесия составляют дополнительное уравнение перемещений. Предполагаем, что момент внешних сил относительно оси Y-Y, равный моменту от реакций в направляющих
 ,
,
распределяется между двумя направляющими пропорционально их жесткости, т.е. пропорционально ширине
 или
или  .
.
Полученное уравнение вместе с двумя уравнениями равновесия дает возможность определить координаты хА, хВ, хС. Если одна из направляющих треугольная, то ее заменяют в уравнении плоской призматической направляющей с приведенной шириной
 ,
,
где a, b – углы наклона рабочих граней треугольной направляющей.
Последними в расчете определяют максимальные давления (рис. 7.15) на рабочих гранях направляющих по формуле, связывающей давления с равнодействующей и координатой ее приложения,
 .
.
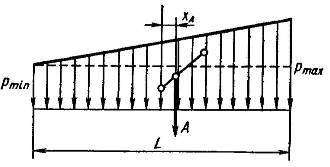
Рис. 7.15. Распределение давлений по длине рабочей поверхности
Если в этой формуле  , то распределение давлений вдоль направляющей равномерное. При
, то распределение давлений вдоль направляющей равномерное. При  получается трапецеидальный закон распределения давлений, а при
получается трапецеидальный закон распределения давлений, а при  давления распределяются по треугольнику. Случай, когда
давления распределяются по треугольнику. Случай, когда  , свидетельствует о том, что давления приложены не по всей длине направляющей. В этом случае в работу может вступить нижняя планка, препятствующая отрыву подвижного узла.
, свидетельствует о том, что давления приложены не по всей длине направляющей. В этом случае в работу может вступить нижняя планка, препятствующая отрыву подвижного узла.
Из практики станкостроения на направляющих рекомендуются максимальные давления: при малых скоростях 2,5-3,0 МПа, при больших скоростях не более 1,0-1,2 МПа. Для средних давлений допустимые значения принимают вдвое меньшими. В прецизионных и тяжелых станках средние давления не превышают 0,1-0,2 МПа.
При определении давлений в направляющих для перемещения нежестких узлов (планшайб и столов тяжелых станков, ползунов с большим ходом) расчет следует вести, как для балок на упругом основании.
Контактные перемещения в направляющих смешанного трения при расчете на жесткость определяют, допуская, что эти перемещения прямо пропорциональны давлениям
 ,
,
|
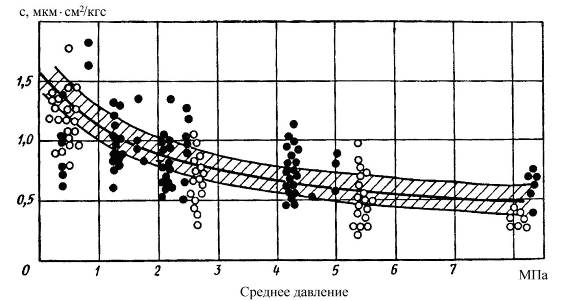
Рис. 7.16. Коэффициент контактной податливости с для направляющих при различных средних давлениях (заштрихован 90%-ный доверительный интервал математического ожидания): · – по опытам ЭНИМС; ○ – по опытам А.А. Анненкова
Контактные деформации приводят к точке приложения сил резания (рис. 7.17) и учитывают по тем направлениям, которые влияют на точность обработки. Так, например, поперечное смещение инструмента относительно детали (в направлении оси Y-Y) образуется за счет поперечного и углового перемещений подвижного узла
 .
.
Рис. 7.17. Расчетная схема жесткости направляющих
ФУНДАМЕНТЫ СТАНКОВ
Фундамент должен служить надежным основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования. Для этого необходимо, чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения жесткости и виброустойчивости станка и ограничения уровня колебаний, передаваемых от станка [5].
По условиям прочности почти всякий грунт может служить надежным естественным основанием фундамента, так как при размерах фундамента, выбираемых из условий размещения станка, давление на основание обычно не превышает 0,05 МПа. Прочность элементов конструкции фундамента при реальных размерах и конструктивных формах фундаментов станков также обычно обеспечивается с запасом.
Влияние установки на точность обработки и качество обработанной поверхности определяется уровнем относительных статических перемещений и колебаний инструмента и детали, разным при различных способах установки. У тяжелых станков при недостаточной жесткости фундамента оказываются значительными погрешности обработки, обусловленные деформациями системы станина – фундамент под действием веса перемещающихся узлов станка.
Влияние установки станков на производительность проявляется в том, что при более жесткой установке возможна обработка на более высоких режимах и выше устойчивость при резании.
Влияние установки на долговечность станков определяется повышенным темпом износа в связи с нарушением правильного контакта в направляющих и ростом колебаний, а также «разбалтыванием» резьбовых соединений при интенсивных колебаниях.
Если влияние установки на точность обработки и производительность проявляется достаточно четко и во многих случаях является определяющим при выборе способа установки, то изменение эксплуатационных качеств станка во времени протекает постепенно, и влияние установки на долговечность часто недооценивается.
Выбор способа установки определяют следующие особенности станков:
1. Высокие требования к точности и качеству поверхностей деталей, обрабатываемых на станках, что обусловливает значительно более жесткие, чем для других машин, требования к точности взаимного расположения и перемещения узлов станка и значительно более низкий уровень допустимых величин упругих перемещений и амплитуд колебаний.
2. Разнообразие действующих в станках нагрузок (по характеру, месту приложения, величине, спектральному составу и т.п.), оказывающих различное влияние на работоспособность станка при разных способах установки. При выборе способа установки станка необходимо учитывать действие статических нагрузок – веса узлов станка и сил резания, и динамических нагрузок – сил инерции, переменных составляющих силы резания, сил, возникающих в работающем приводе при ударах в зазорах и т.п. К статическим нагрузкам, действующим извне станка, могут быть отнесены осадки оснований, приводящие к деформациям элементов несущей системы, а к динамическим нагрузкам – колебания оснований. Станок является автоколебательной системой, и параметры его установки в ряде случаев могут определять область устойчивой работы станка.
3. В практике фундаментостроения различают машины, не чувствительные к колебаниям, приходящим извне, и не являющиеся источниками колебаний; машины, требующие защиты от колебаний, приходящих извне, и машины с динамическими нагрузками, являющиеся источниками колебаний. Значительная часть станков, например шлифовальные, являясь источниками колебаний основания, в то же время требуют защиты от колебаний, приходящих к станку.
Требования к установке, при выполнении которых обеспечивается нормальная работоспособность станков, зависят от класса точности, размеров и конструктивных особенностей станка.
В станках нормальной точности уровень колебаний от возмущений, действующих в приводе, или от сил резания, как правило, значительно выше уровня колебаний от внешних источников – колебаний оснований. Жесткость закрепления станков на фундаменте оказывает существенное влияние на устойчивость при резании. Таким образом, основными требованиями, предъявляемыми к установке станков нормальной точности, являются: а) ограничение упругих перемещений станин (преимущественно тяжелых станков) под действием сил резания, веса перемещающихся узлов и осадок фундамента; б) ограничение уровня колебаний, вызываемых возмущениями, действующими в станке; в) обеспечение устойчивости при резании в заданном диапазоне режимов резания.
На основании анализа влияния установки на работоспособность станков разных типов можно выделить факторы, которые в первую очередь необходимо учитывать при назначении способа установки этих станков (табл. 8.1). Установка станка должна обеспечить не только нормальную (паспортную) его работоспособность в течение заданного срока службы, но и выполнение требований техники безопасности. Выбранный способ установки должен быть наиболее экономичным. В связи с этим на выбор способа установки станков влияют технологические особенности производства. Массовое производство характеризуется постоянным совершенствованием технологического процесса, что вызывает частую смену и перестановку станков в цехе. Особенно часты перестановки оборудования на предприятиях, занятых выпуском новой техники, при смене объектов.
Для основных цехов массового производства типична специализация оборудования по изделиям и операциям, когда даже универсальные станки работают с заданными режимами и используются только на предварительных или только на чистовых операциях. В этих условиях, очевидно, должны использоваться наименее трудоемкие способы крепления станков, например, с помощью болтов, устанавливаемых в скважины на готовых фундаментах, а там, где это возможно, следует ставить станки без крепления болтами.
Таблица 8.1
Дата добавления: 2021-02-19; просмотров: 824;
Поиск по сайту
Узнать еще
- А. Составление схемы технологического процесса
- Алгоритм работы схемы
- Алгоритм режимов работы схемы пускателя ПВИ-250Б
- Алгоритм режимов работы схемы пускателя ПВИ-63Б, ПВИ-125Б
- Алгоритм режимов работы схемы пускового агрегата АПШ-1
- Анализ организационно-технологической схемы проектируемого потока
- Анализ работы схемы параметрического стабилизатора напряжения
- Аналитический метод определения погрешности схемы измерительного устройства.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
