Их нормальную работоспособность
| Станки | Статические деформации системы | Колебания элементов системы | Устойчивость при резании | |||
| под действием веса перемещающихся узлов | под действием сил резания | в результате неравномерных осадок фундамента | под действием возмущений в станке | в результате колебаний основания | ||
| Токарной группы: | ||||||
| токарные и револьверные средних размеров | + | + | ||||
| тяжелые токарные | + | + | + | |||
| отделочные токарные | + | + | ||||
| вальцетокарные | + | + | + | |||
| карусельные | + | + | ||||
| Сверлильно-расточной группы: | ||||||
| радиально-сверлильные | + | + | ||||
| координатно-расточные | + | + | + | |||
| алмазно-расточные | + | + | ||||
| горизонтально-расточные | + | + | ||||
| Фрезерной группы: | ||||||
| консольно-фрезерные | + | |||||
| бесконсольно-фрезерные | + | + | ||||
| продольно-фрезерные | + | + | + | |||
| зубофрезерные нормальной точности | + | |||||
| зубофрезерные точные | + | + | ||||
| Строгальной группы: | ||||||
| продольно-строгальные | + | + | + | |||
| поперечно-строгальные и долбежные | + | |||||
| протяжные | + | |||||
| зубодолбежные | + | + | ||||
| Шлифовальной группы: | ||||||
| круглошлифовальные и внутришлифовальные | + | + | ||||
| вальцешлифовальные | + | + | + | + | ||
| плоскошлифовальные | + | + | ||||
| резьбошлифовальные | + | |||||
| зубошлифовальные | + | + |
Для станков, встроенных в автоматические линии и связанных общим транспортом, особенно важны тщательная установка и постоянство выверки станков, что вынуждает жестко закреплять на фундаменте даже те станки, которые могли бы удовлетворительно работать и без крепления.
В цехах единичного, мелкосерийного и, в ряде случаев, серийного производств, в ремонтно-механических цехах, в ремонтных и инструментальных отделениях цехов массового производства универсальные станки обычно используют на разнообразных операциях в широком диапазоне режимов. В этом случае при выборе способа установки приходится ориентироваться на наиболее тяжелые условия работы станка.
Наиболее распространена установка станков на фундаменты трех видов (рис. 8.1): 1) бетонные полы первого этажа[1] (общая плита цеха); 2) утолщенные бетонные ленты (ленточные фундаменты); 3) специально проектируемые массивные фундаменты (индивидуальные или групповые) обычного типа (опирающиеся на естественное основание), свайные и виброизолированные – на резиновых ковриках или пружинах.

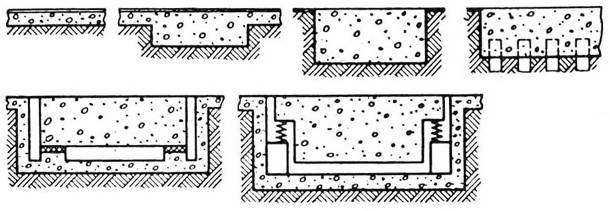
Рис. 8.1. Фундаменты под станки:
а – пол (общая плита) цеха; б – ленточный (сечение в плоскости, перпендикулярной
оси ленты); в – обычного типа; г – свайный; д – на резиновых ковриках; е – на пружинах
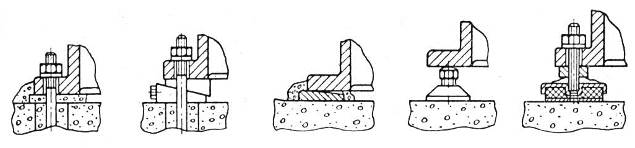
Установка станков на фундаментах осуществляется (рис. 8.2):
а) с креплением анкерными болтами – на клиньях с подливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без подливки;
б) без крепления болтами с подливкой опорной поверхности станины цементным раствором;
в) без крепления болтами и без подливки на жестких металлических регулируемых опорных элементах;
г) на упругих, в частности, на резинометаллических опорах.
Все указанные способы установки станков укрупненно могут быть разделены на две группы – жесткую и упругую. К жесткой относятся те виды установки станка на жестких (металлических) опорах (с креплением или без крепления), когда фундаментом служит плита или бетонный блок, опирающиеся на естественное основание, или перекрытие. К упругой относятся все виды установки станка  на упругих опорах и те виды установки на жестких опорах, при которых фундаментом служит бетонный блок, опирающийся на упругие опорные элементы – резиновые коврики, пружины и т.п.
на упругих опорах и те виды установки на жестких опорах, при которых фундаментом служит бетонный блок, опирающийся на упругие опорные элементы – резиновые коврики, пружины и т.п.
| а) | б) | в) | г) | д) |
Рис. 8.2. Схемы установки станков на фундаментах:
с креплением болтами: а – с подливкой опорной поверхности станины цементным
раствором; б – без подливки; без крепления болтами: в – с подливкой; г – на жестких
регулируемых опорах; д – на резинометаллических опорах
При жесткой установке станка станина и фундамент деформируются вместе. При этом величины упругих перемещений и уровень колебаний от силовых факторов, действующих в станке, меньше, чем при упругой установке, но вся система чувствительна к внешним возмущениям – осадкам и колебаниям основания. Различные способы жесткой установки обеспечивают разную жесткость соединения станины с фундаментом. Наибольшая жесткость достигается при креплении станка анкерными болтами, несколько меньшая при установке без крепления болтами, но с подливкой опорной поверхности станины цементным раствором, и еще меньшая – при установке без болтов и без подливки; этот способ установки применяется преимущественно для станков, требующих частой перестановки.
При упругой установке станок изолирован от внешней среды. При этом влияние внешних возмущений на работоспособность станка меньше, но уровень перемещений и колебаний от возмущений, действующих в станке, больше. Разные способы упругой установки обеспечивают различную степень чувствительности станка к колебаниям основания и возмущениям, действующим в станке. Чем ниже частоты собственных колебаний, определяемые жесткостью опор и массой системы, тем выше степень виброизоляции. При одних и тех же частотах собственных колебаний системы виброизоляции чем больше жесткость опор и масса системы, тем ниже уровень колебаний, вызываемых работой механизмов станка. В соответствии с этим наиболее эффективным, но и наиболее дорогим средством виброизоляции, применяемым для особо точных станков, являются фундаменты на пружинах, а наиболее дешевым, обеспечивающим удовлетворительную степень виброизоляции для большинства станков средних размеров, – упругие виброизолирующие опоры.
В машиностроении большинство станков нормальной точности средних размеров (около 90-95% всех станков) устанавливают на полу цеха, причем из них около 30% с креплением болтами, 30-35% без крепления болтами, но с подливкой цементным раствором и около 30% без крепления болтами и без подливки непосредственно на жестких или упругих опорах.
Дата добавления: 2021-02-19; просмотров: 760;
Поиск по сайту
Узнать еще
- Алактатная работоспособность.
- Алактатная работоспособность.
- Биологические ритмы и работоспособность
- Влияние тренировки на работоспособность спортсменов
- ВЛИЯНИЕ ФИЗИЧЕСКИХ НАГРУЗОК НА ФУНКЦИОНАЛЬНОЕ СОСТОЯНИЕ, РАБОТОСПОСОБНОСТЬ И СОХРАНЕНИЕ ЗДОРОВЬЯ ЛЮДЕЙ
- Влияние физических нагрузок на функциональное состояние, работоспособность и сохранение здоровья людей.
- Возраст и спортивная работоспособность
- ИНДИВИДУАЛЬНО-ТИПОЛОГИЧЕСКИЕ ОСОБЕННОСТИ БИОРИТМОВ И ИХ ВЛИЯНИЕ НА РАБОТОСПОСОБНОСТЬ ЧЕЛОВЕКА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
