Поля допусков и рекомендуемые посадки
Поля допусков и рекомендуемые посадки устанавливает ГОСТ 25347-82. Он распространяется на гладкие элементы деталей с номинальными размерами до 3150 мм и устанавливает поля допусков для гладких деталей в посадках и для несопрягаемых элементов. Установленные поля допусков валов и отверстий являются ограничительным отбором для общего применения из всей совокупности полей допусков, которые могут быть получены различным сочетанием основных отклонений и допусков по ГОСТ 25347-82. Поля допусков, не включенные в стандарт, являются специальными. Их применение допускается лишь в технически и экономически обоснованных случаях, если применение стандартных полей допусков не может обеспечить требования, предъявляемые к изделию, или если они предусмотрены в других стандартах для соответствующих видов продукции, деталей или способов обработки.
Для номинальных размеров от 1 до 500 мм установлено 83 поля допуска валов и 71 поле допуска отверстий, которые приведены в приложении Б. В первую очередь следует применять предпочтительные поля допусков валов (16 полей) и отверстий (10 полей). В отдельных технически обоснованных случаях, если применение стандартных полей допусков не может обеспечить предъявляемых к изделиям требований, допускается применение дополнительных (специальных) полей допусков.
Рекомендуемые посадки для общего применения образованы сочетанием полей допусков валов и отверстий по ГОСТ 25347-82. Для номинальных размеров от 1 до 500 мм рекомендуется 69 посадок в системе отверстия и 61 посадка в системе вала, которые приведены в приложении В. В первую очередь следует применять предпочтительные посадки в системе отверстия (17 посадок) и в системе вала (10 посадок). Посадки, как правило, должны назначаться в системе отверстия или системе вала. Применение системы отверстия предпочтительно. Систему вала следует применять только в тех случаях, когда это оправдано конструктивными или экономическими условиями. Кроме рекомендуемых посадок в технически обоснованных случаях допускаются другие посадки, образованные стандартными полями допусков валов и отверстий. Однако и в этих случаях рекомендуется, чтобы по возможности:
- посадка относилась к системе отверстия или системе вала;
- при разных допусках отверстия и вала в посадке больший допуск был у отверстия, а допуски отверстия и вала отличались не более чем в два квалитета.
Дополнительно к приведённым данным в приложении Г представлены предельные отклонения предпочтительных полей допусков валов и отверстий при номинальных размерах от 1 до 500 мм.
Существует три способа обозначения полей допусков, равно как и предельных отклонений размеров, на чертежах:
- условное обозначение (например,  ,
,  );
);
- числовое обозначение (например,  ,
,  );
);
- смешанное обозначение (например,  ,
,  ).
).
Основные отклонения отверстий указываются прописными буквами латинского алфавита, основные отклонения валов – строчными. Поле допуска основного отверстия обозначается с буквой Н, основного вала – с буквой h, например:  ,
,  .
.
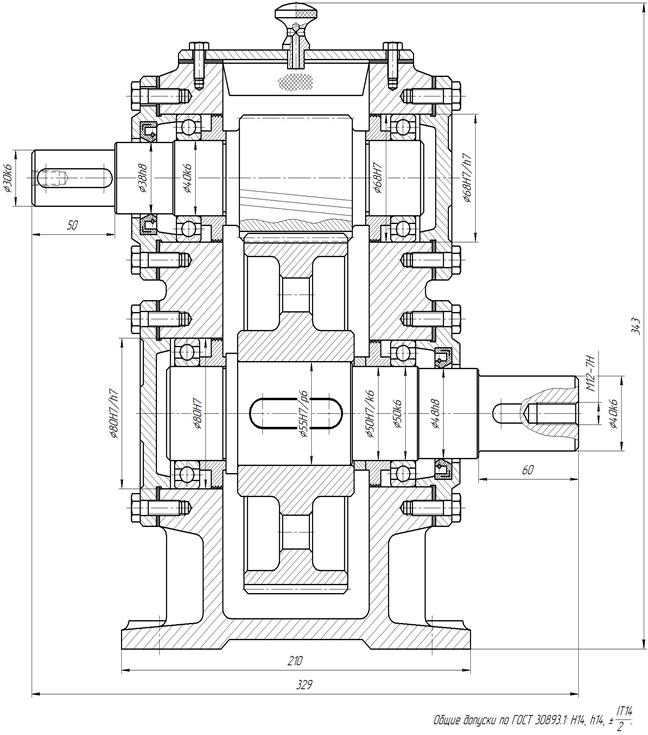
Рисунок 2.18 – Пример простановки посадочных размеров на чертеже
Посадки обозначаются на чертежах также тремя способами:
- условное обозначение (например,  );
);
- числовое обозначение, (например,  );
);
- смешанное обозначение (например, 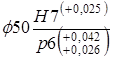 ).
).
Таким образом, в обозначение посадки на чертеже входит номинальный размер, общий для отверстия и вала, за которым следуют обозначения полей допусков каждого элемента, начиная с отверстия (рисунок 2.18). При этом условное обозначение посадки может быть различно:
 ;
;  .
.
 |
Наличие в обозначении посадки поля допуска основного отверстия (H) или основного вала (h) свидетельствует о принадлежности посадки к системе отверстия или к системе вала, неосновная деталь указывает на характер посадки, например:
 – посадка с зазором в системе отверстия;
– посадка с зазором в системе отверстия;  – посадка переходная в системе вала.
– посадка переходная в системе вала.
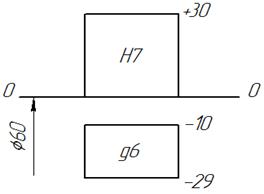
В заключение рассмотрим пример расчёта предельных размеров и допусков, предельных зазоров и допуска посадки для  (рисунок 2.19).
(рисунок 2.19).
Рисунок 2.19 – Схема расположения полей допусков посадки
Отверстие  : :
| Вал  : :
|
 ; ;
 ; ;
 ; ;  ; ;  ;
TD = +0,03 - 0 = 0,03 мм. ;
TD = +0,03 - 0 = 0,03 мм.
|  ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 . .
|
Соединение  :
; :
;
 =0 - (- 0,01)=0,01 мм; =0 - (- 0,01)=0,01 мм;
 = + 0,03 - (- 0,029) = 0,059 мм; = + 0,03 - (- 0,029) = 0,059 мм;
 . .
| |
| Проверка: | |

|
Дата добавления: 2016-10-18; просмотров: 4301;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
