Штриховые меры длины
Штриховые меры длины - меры, размер которых определяет расстояние между осями двух штрихов или нескольких, нанесенных перпендикулярно к продольной оси меры. К штриховым мерам длины кроме брусковых мер длины относят также металлические измерительные линейки и ленточные рулетки.
Брусковые штриховые меры длины представляют собой бруски с нанесенными на них штрихами или шкалами (рис. 3, а). Штриховые меры длины подразделяют на однозначные и многозначные. Однозначные меры имеют только два штриха, расстояние между которыми определяет одно значение длины меры. Такие штриховые меры длины применяют в основном в качестве эталонов (например, вторичный эталон метра № 28). Нашли применение многозначные штриховые меры длины, имеющие ряд штрихов (шкалу), нанесенных через интервалы 1 дм, 1 см, 1 мм, 0,1 или 0,2 мм (стеклянные шкалы имеют цену деления 0,1 и 0,01 мм). Многозначные штриховые меры применяют для измерения длины, а также в качестве шкал станков и приборов.
Образцовые штриховые меры длины служат для передачи единицы длины от эталона к изделию.
По форме сечения брусковые меры делят на четыре типа: I - Н-образной формы (тип IA) или по форме прямоугольного желоба (тип IБ) со шкалой, нанесенной на поверхность, совпадающую с нейтральной плоскостью меры; II — прямоугольной формы на номинальный размер 60 - 1000 мм; III - полусферической, трапецеидальной и прямоугольной формы; у штриховых мер типов II и III штрихи шкалы наносят на верхней поверхности меры; IV -трапецеидальной формы на номинальный размер шкалы 1000 мм со штрихами шкалы, нанесенными на боковой поверхности меры.
Штриховые меры длины изготовляют 0; 1; 2; 3; 4 и 5-го классов точности из инвара (36Н), инварстабиля(58Н), стали марки ЭИ792 и оптического стекла Ф8 и Ф18. На штрихах, соответствующих сантиметровым интервалам, указаны цифры. Начальный штрих шкалы должен находиться на расстоянии не менее 10 мм от торца меры. На рабочей поверхности мер классов точности 0; 1 и 2 наносят две продольные осевые линии с расстоянием между ними 0,2 - 0,3 мм.
Штриховые меры типа IV о интервалом 0,1 и 0,2 мм комплектуют двумя лупами о увеличением не менее 7*.
На штриховую меру наносят товарный знак, номинальную длину меры, материал, из которого изготовленамера, значение наименьшего деления шкалы, класс точности меры и год выпуска. На штриховых мерах классовточности 0; 1 и 2 на боковой поверхности обозначают точки
опоры.
Измерительные металлические линейки (рис. 3, б и в) являются простейшими штриховыми мерами, широко применяемыми для грубых измерений длин изделий (табл. 7).
Просвет между поверочной плитой и плоскостью линейки, положенной на плиту (шкалой вверх), не должен превышать 0,5 мм для линеек с длиной шкалы до 500 мм и 0,7 мм - для линеек с длиной шкалы 1000 мм.
Измерительные металлические рулетки (ГОСТ 7502-80) представляют собой меры для измерения длины методом непосредственного сравнения определенных расстояний и длин со шкалой рулетки, т. е. ленты с делениями, сворачиваемой в рулон. Различают рулетки в открытом (О) и закрытом (З) корпусах; с плоскими (П) и выпуклыми (В) лентами; с кольцом (К) на конце; см держателем (Д) на конце для закрепления на измеряемом изделии; с грузом (Г) на конце рулетки; с началом шкалы удаленном от торца ленты (А), и с началом шкалы, совпадающим с торцом ленты (Б); с лентами, изготовленными из коррозионно-стойкой (Н) и углеродистой (У) сталей; Стравленными или печатными штрихами шкал; с интервалом шкал в миллиметрах (1) и сантиметрах (10).
Угловые меры длины
Угловые призматические меры являются наиболее точным средством измерения углов в машиностроении. Они предназначены для передачи размера единицы плоского угла от эталонов к образцовым и рабочим угловым мерам и приборам, для поверки и градуировки мер приборов и для измерения углов изделий.
Меры угловые бывают однозначные и многозначные. К однозначным угловым мерам относятся угловые плитки, к многозначным — многогранные призмы (рис.), лимбы и круговые шкалы. Угловые плитки представляют собой стальные плитки толщиной 5 мм с одним или четырьмя двугранными углами, образованными боковыми поверхностями плитки. Плитки с рабочими углами от 1' до 100° комплектуются в наборы из 93, 33 и менее мер с таким расчётом, чтобы из 3—5 мер можно было составлять блоки с интервалами через 1°, 1' или 15’’. Для соединения угловых плиток в блоки служат специальные державки. Угловые плитки изготовляют 3 классов точности: 0; 1; 2 с погрешностями до 3’’ (для класса 0) и до 30’’ (для 2-го класса).
Многогранные призмы изготовляют из стекла, плавленого кварца и стали с числом граней обычно до 36 (иногда до 72). Допускаемые отклонения рабочих углов составляют от ± 5 для класса 0 до ±30 для 2-го класса точности.
Лимбы обычно являются частью различных угломерных приборовгониометров, теодолитов, квадрантов, делительных головок и др. Изготовляют лимбы различной точности с ценой деления от 1 до 10 и более и погрешностями от 1’’ до 10’’.
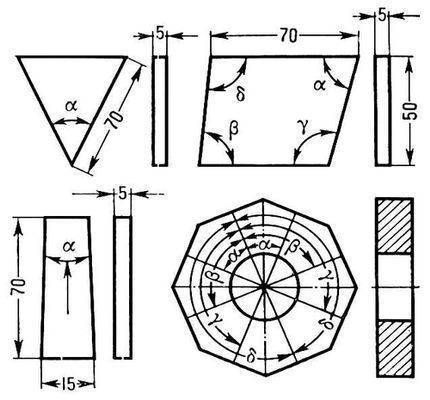
Рис.10 Угловые призматические меры
Штангенприборы
Штангенприборы являются наиболее распространенными видами измерительного инструмента. Штангенприборы – показывающие измерительные приборы, в которых положение одной или нескольких перемещающихся рамок отсчитывается по штриховой шкале с указателем или нониусом.
По способу снятия показаний штангенприборы делятся на:
- нониусные;
- циферблатные (оснащены циферблатом для удобства и быстроты снятия показаний);
- цифровые (с цифровой индикацией для безошибочного считывания).
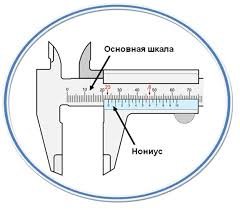
Основные детали штангенинструмента с нониусом: штанга, на которой нанесена основная шкала с интервалом 1 мм, и нониус для отсчета долей основного деления с ценой деления 0,1; 0,05; 0,02 мм. Следует указать, что выпуск штангенинструмента с нониусом 0,02 мм прекращен (кроме штангензубомера), так как практически не дает повышения точности по сравнению с нониусом 0,05 мм, поскольку погрешность измерения намного превышает цену деления нониуса.
Нониус был изобретен еще в средние века португальским монахом Педро Нониусом для отсчета долей делений по шкалам навигационных приборов того времени.
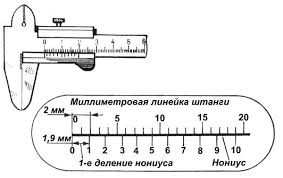
Принцип действия нониуса состоит в совмещении соответствующих штрихов двух линейных шкал, интервалы деления которых отличаются на определенную величину. Конструкция нониуса использует то обстоятельство, что невооруженный человеческий глаз, не способный количественно оценить малые значения несовмещения штрихов, в то же время способен фиксировать весьма малые смещения двух штрихов от их симметричного расположения (наименьшее видимое смещение штрихов составляет около 0,012 мм). При использовании нониуса оператор определяет на основной шкале и нониусе пару штрихов, не имеющих взаимного смещения, и по соответствующему штриху нониуса снимает отсчет.
Расчет основных параметров нониуса производится следующим образом. Задаются интервалом деления основной шкалы b(у подавляющего числа штангенприборов он равен 1 мм), величиной отсчета по нониусу с, модулем шкалы нониуса у. Модуль нониуса показывает, через какое число делений основной шкалы будут располагаться штрихи нониуса, смещенные на величину отсчета. Тогда:
• число делений шкалы нониуса составит
n = b/ с;
• интервал деления шкалы нониуса
bl = -by - с;
• полная длина шкалы нониуса
l = nb = n(bу - с) = b(ny- 1).
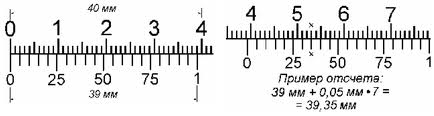
На рисунке показаны два нониуса с величиной отсчета 0,1 мм, выполненные с модулем 1 и 2. При применении модуля 2 интервал деления нониуса увеличивается почти вдвое, но величины смещения соответствующих штрихов остаются неизменными. В существующих штангенприборах применяются значения модуля 1, 2 и, значительно реже, 5, величины отсчета по нониусу 0,1, 0,05 и 0,02 мм. Последнее значение величины отсчета метрологически не оправдано, поскольку погрешность измерения намного превышает эту величину.
Целое число миллиметров у штангенприборов отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета (0,1 мм), умноженной на порядковый номер нониуса, не считая нулевого, т.е. при перемещении рамки до совпадения какого-либо штриха нониуса со штрихом штанги размер между губками штангенприбора (дробная величина) будет равен величине отсчета (0,1 мм), умноженной на порядковый номер этого штриха нониуса (рис. 2.6).
В группу штангенприборов входят штангенциркули, штангенрейсмусы, штангенглубиномеры и штангензубомеры.
Наиболее распространенными являются штангенциркули, предназначенные для измерения наружных и внутренних размеров и разметки. Штангенциркуль как универсальный измерительный прибор широко применяется при станочных (токарных, фрезерных и т.д.), слесарных, инструментальных, лекальных, разметочных работах и в отделах технического контроля. Конструктивно штангенциркули различаются по величине, форме губок и подвижной рамки, точности. Выпускаемые в настоящее время штангенциркули имеют пределы измерения от 125 до 4000 мм.
В общем случае штангенциркуль состоит из штанги 1 с неподвижной измерительной губкой и рамки 3, перемещающейся по штанге с другой измерительной губкой и нониусом 6.
По форме измерительных губок различают следующие модели штангенциркулей:
• ШЦ-I - с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин; ф
• ШЦ-II - с двусторонним расположением губок для измерения наружных и внутренних размеров для разметки;
• ШЦ-III - с односторонними губками.
Губки для измерения наружных размеров у всех штангенциркулей имеют внутренние измерительные поверхности, доведенные до высокого класса шероховатости и плоскостности. Губки для измерений внутренних размеров имеют два варианта исполнения: в модели ШЦ-I губки 2 имеют ножевидную форму и при их использовании сразу получается измеряемый размер; в моделях ШЦ-П и ШЦ-Ш губки 2, выполненные ступенчатыми, имеют определенный суммарный размер, который следует прибавить к отсчитываемому размеру. Для проведения разметки в штангенциркуле ШЦ-П концы измерительных губок остро заточены, а штангенциркули модели ШЦ-Ш могут снабжаться съемными разметочными устройствами.
Во всех моделях штангенциркулей все подвижные рамки 3 могут быть закреплены в любом положении на штанге зажимным винтом 4. Большинство штангенциркулей оснащаются дополнительной подвижной рамкой 5 (хомутиком) и соединенным с ней микрометрическим винтом, которые служат для точной установки необходимого размера. Для обеспечения поджима подвижной рамки к базовой нижней поверхности штанги в специальный паз рамки устанавливается стальная пружина или слегка изогнутый бронзовый размерный вкладыш. Существуют конструкции, в которых вкладыши выполняются из фторопласта. В настоящее время все модели штангенциркулей выпускаются полностью закаленными (как измерительные губки, так и штанга) и хромированными. Для современной конструкции штангенциркуля характерно выполнение рамки 3 открытой формы, не закрывающей каких-либо участков шкалы. Особенностью современных конструкций является также выполнение утопленной шкалы, что предохраняет ее от истирания подвижной рамкой.
Кроме штангенциркулей с отсчетом по нониусу ряд зарубежных фирм, например «Теза» (Швейцария), выпускают штангенциркули со стрелочным отсчетным устройством, имеющим величину отсчета 0,02 мм. Для этой цели вдоль основной шкалы в специальном пазу штанги установлена зубчатая рейка соединенная с зубчатым трибом2 индикаторного устройства, расположенного вместе с круговой шкалой 3 в подвижной рамке 5. На оси триба установлена отсчетная стрелка 4. Шкала индикаторного устройства выполняется поворотной и оснащается зажимным механизмом.
Штангенциркули такого типа позволяют упростить и ускорить процесс снятия показаний при измерении.
Следует отметить, что, кроме моделей основного исполнения, отечественная промышленность использует ряд моделей штангенциркулей, обладающих дополнительными возможностями.
Микрометрические приборы
Достаточное распространение в цеховых условиях, но более точными по сравнению со штанген приборами, являются микрометрические приборы. К которым относятся микрометры и микрометрические нутромеры. Принцип действия микрометрических приборов основан на преобразовании вращательного движения микрометрического винта, установленного в неподвижную гайку, в его поступательное перемещение вдоль оси. Большинство микрометрических приборов имеют винт с шагом 0,5 мм, поэтому поворот его на 360 вызывает его перемещение на 0,5 мм.
На рис. 12 а показано устройство головки микрометрических приборов.
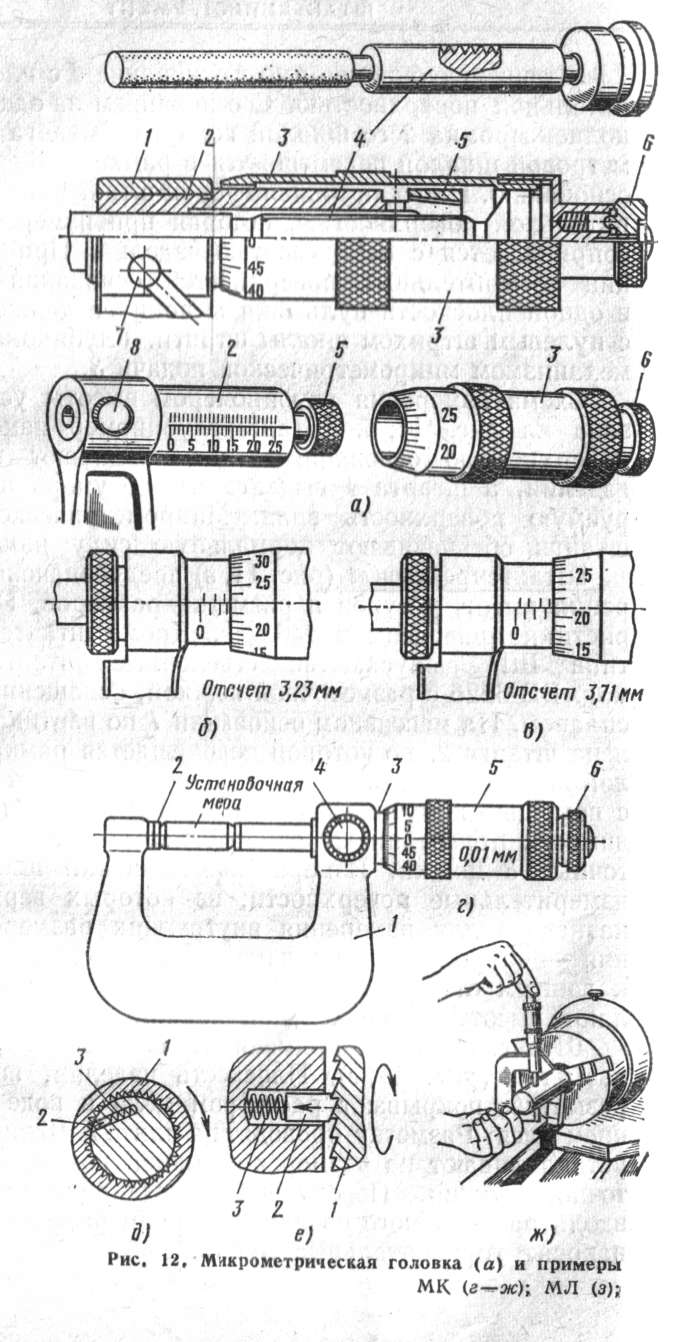
Рис. 12
Микрометрический винт 4 в сборе с барабаном 3 и механизмом трещотки 6 ввернут во внутреннюю резьбу, выполненную на правом конце стебля2, который запрессован в скобу 1 микрометра или в основание микрометрического глубиномера. Зазор в резьбовом соединении устанавливается с помощью регулировочной гайки 5, навертываемой на коническую резьбу, нарезанную на наружной поверхности стержня. Стопорение микрометрического винта осуществляется устройством 7 или 8. На наружной поверхности стебля имеется продольно отсеченная линия над и под которой нанесены миллиметровые деления. Начальные штрихи шкалы и штрихи, соответствующие каждому пятому миллиметру, отсечены цифрами. Сверху отсеченной линии нанесены деления миллиметровой шкалы, смещенные относительно начального деления ниже расположенной шкалы на 0,5 мм. Указатель отсчёта по шкалам нанесен на стебле, являющимся торцом барабана. На торце барабана выполнен сков на котором нанесены 50 делений. Штрихи шкалы барабана, соответствующие каждому пятому делению, удлинены и отмечены цифрами 0,5,10….45. Поворот барабана вместе с микрометрическим винтом на 1 деление соответствует их перемещению в осевом направлении на 0,01 мм. Таким образом, цена деления микрометра – 0,01мм. На рис. 12 б, в показана величины отсчета равные 3,23 и 3,71 соответственно. При установке на нижний диапазон измерений(нулевая установка) нулевой штрих барабана должен совпадать с продольной линией стебля, а скошенный край барабана находится напротив крайнего левого штриха, который должен быть виден целиком. Но расстояние от конической части барабана до штриха не должно превышать 0,15 мм.
Рис. 12.б, в
Микрометры предназначены для измерения линейных размеров прямым абсолютным контактным методом. Они выпускаются следующих типов: МК-гладкие, МЛ – листовые, МТ- трубные, МЗ-зубомерные, МП- проволочные, МГ- горизонтальные настольного типа, МВ- вертикальные настольного типа, МН1,МН2 –настольные со стрелочным отсчетным устройством, - с цифровым электронным устройством.
Гладкий микрометр типа МК состоит из скобы, с одной стороны запрессована пятка 2(рис. 12 г), а с другой стороны скобы микрометра – головка в сборе с микровинтом и механизмом трещотки 6.
Конструкция трещотки выполнена с торцевыми зубьями(рус. 12 е), или с зубьями на кольце(рис.12 д).
В последней конструкции в корпусе трещотки выполнено отверстие в котором помещена пружина 3 со штифтом2, имеющая конец, срезанный под углом. Срезанная часть штифта входит во впадину зуба кольца. Если при измерении сила трения между поверхностью изделия и торцовыми поверхностями пятки и микровинта превышает силу трения между штифтом и корпусом1, то штифт сожмет пружину3 и выйдет из зацепления – перемещение микровинта прекратится. Закрепление микровинта в требуемом положении осуществляется стопорным устройством с зажимным винтом 4. А микрометры некоторых моделей имеют эксцентриковые или цанговые зажимные устройства. Для приведения в соприкосновение измерительных поверхностей микрометра с измерительным изделием пользуются только механизмом трещотки. Нормальная сила измерения обеспечивается при 3-5 щелчках трещотки. После этого микровинт стопорят и осуществляют отсчет по шкалам микрометра. Вращение микровинта за барабан не допускается, т.к. возникают недопустимо большие силы и резьба винта изнашивается.
Листовой микрометр предназначен для измерения толщин листов и лент. В отличие от гладкого микрометра он снабжён неподвижным круговым циферблатом5 (рис 12 з) и указателем стрелкой6 соединённой с барабаном 4. Измерительные пятки 2 выполнены сферической формы. Микровинт имеет шаг равный 1 мм, поэтому при повороте на 1 оборот он перемещается на 1 мм. На циферблате нанесены 100 делений с ценой деления 0,01 мм. На стебле 3 имеется миллиметровая шкала. Вылет скобы составляет 20,40,80 мм при диапазонах 0-5, 0-10,0-25 мм.
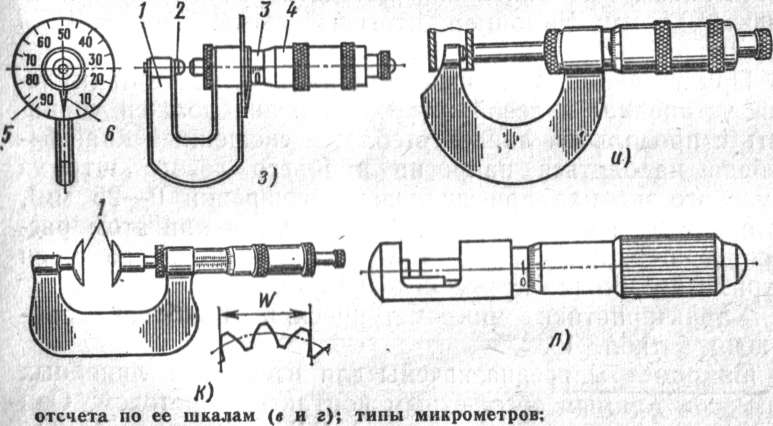
Рисунок 12 з.
Трубный микрометр предназначен для измерения толщин стенок труб. От гладкого он отличается сферической пяткой и формой скобы, имеющей выемку( рис.12 и)
Рисунок 12 и.
Зубомерный микрометр предназначен для измерения длины общей нормали зубчатых колес с модулем свыше 1 мм. От гладкого он отличается дисковыми насадками( рис. 12 к)
Рисунок 12 л.
Микрометр типа МК служит для измерения диаметра проволоки, поэтому его скоба имеет соответствующую форму(рис. 12 л)
Настольные микрометры снабжены микрометрической головкой с ценой деления 0,01 мм, имеют на барабане 100 делений. Шаг микровинта равен 1 мм. Они предназначены для измерения размеров малогабаритных деталей небольшой жесткости и применяются в часовой, приборостроительной промышленности. Известны следующие типы таких микрометров: МГ,МВ(горизонтально, вертикально расположенная головка), МН-1(со стрелочным отсчетным устройством и силой измерения не более 50+_20Сн) и МН-2(со стрелочным отсчетным устройством и силой измерения не более 200+_50сН)
Настольные микрометры МГ(рис.13 а, б), МВ(рис.13 в), МН-1 и МН-2(рис.13 г) имеют регулировку по высоте столика 1 для установки на него измеряемых изделий.
Конструкция микрометрической головки (рис 13 а), закрепленной в корпусе 2 унифицирована. На стебле 5 микрометрической головки нанесены миллиметровые деления продольной линией, а на барабане 6 деления с ценой деления 0,01 мм. Начальные штрихи на шкале и штрихи соответствующие каждому пятому элементу на шкале стебля и каждому десятому на шкале барабана удлинены и у них нанесены цифры. Осевое перемещение микрометрического винта при его вращении через фрикционное устройство 7 передается на измерительный стержень 4, который благодаря шпонке ,перемещается без вращения в осевом направлении. Описанное устройство предохраняет измеряемую деталь, расположенную на измерительном столике 1 от поворота и изменения заданного первоначального положения. На конце измерительного стержня закреплен наконечник 3 с измерительной поверхностью различной формы, позволяющими измерять пазы, элементы зубчатых мелкомодульных колес, фрез и т.д. Столик 1 вертикального настольного микрометра МВ(рис 13 в) имеет поворотный диск 2.Настольные микрометры типов МН-1,МН-2 снабжены рычажно-зубчатой головкой 4, которая установлена в корпусе 2 соосно микрометрической головкой. Наконечник головки отводится от измеряемого изделия оритиром 5. Предельно допускаемая погрешность отсчетного устройства микрометров типа МН-1, МН-2 не превышает +_0,5мкм. Предел допускаемой погрешности микроголовки не более +_2 мкм. Рассеяние показаний отсчетного устройства из серии 10 измерений не более 0,25 мкм. При относительных измерениях микрометр настраивают на размер по блоку ПКМ, установленному на столике 1. При этом микрометрическая головка должна быть выставлена на номинальный размер контролируемого изделия, а барабан 6 застопорен с помощью фиксатора 7. Стрелку рычажно-зубчатой головки 4 устанавливают на нулевую отметку. После настройки микрометра измерительный наконечник 3 отводят с помощью рычага оритира 5 заменяют блок ПКМД соответствующим измеряемым изделием. Освободив рычаг оритира 5, отсчитывают по шкале головки 4 отклонения размера от номинального. Действительный размер равен алгебраической сумме номинального размера и показаний, отсчитанных по шкале головки 4.
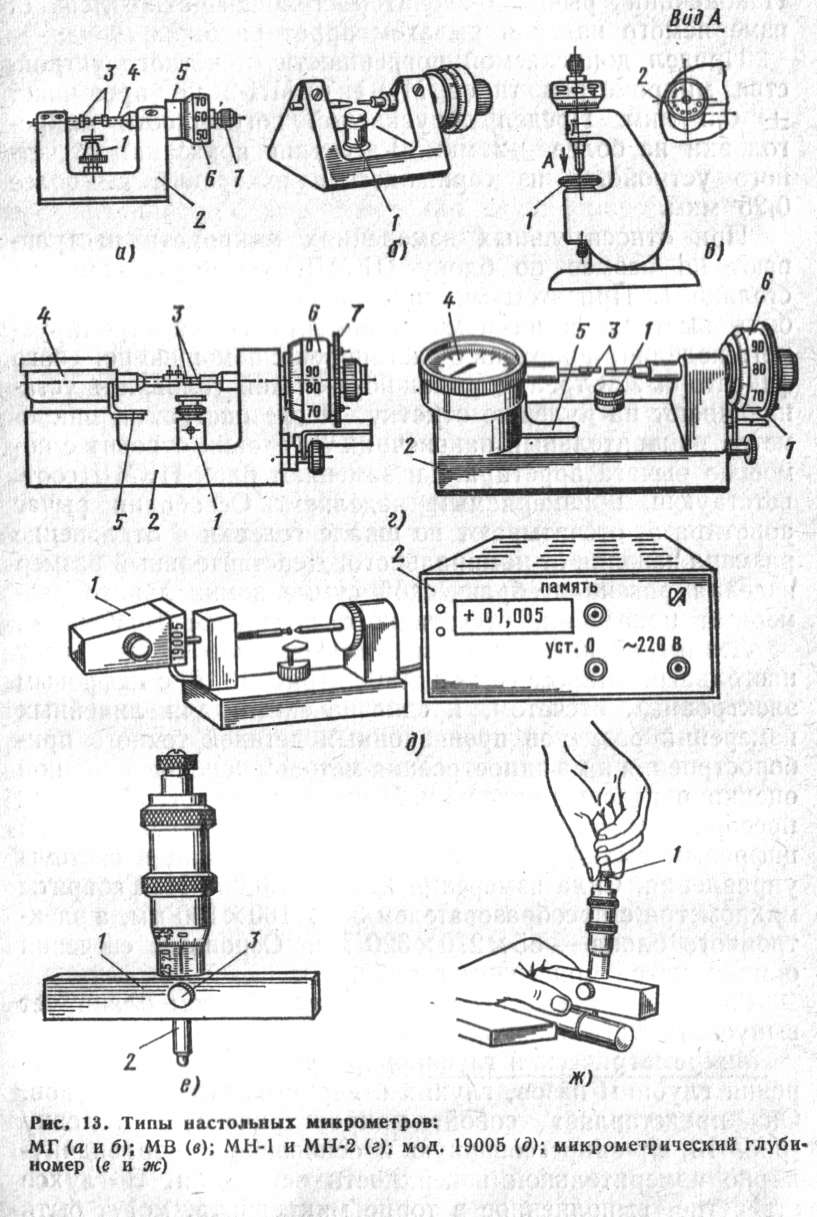
Рисунок 13
Дата добавления: 2021-01-26; просмотров: 1623;
Поиск по сайту
Узнать еще
- III. Максимальные размеры взрывоопасных зон
- IV. Примеры ситуационных задач
- VIII. Возможные меры государственной поддержки капитального ремонта
- А) Государственные антикризисные меры.
- Архитектурные обмеры. Общие сведения
- Атака на предприятие и меры противодействия
- Б) Примеры расчета магнитной цепи.
- Безопасность и антитеррористические меры

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
