Структурная схема приборов для измерения линейных и угловых величин
Общая структурная схема приборов представлена на рисунке 1.
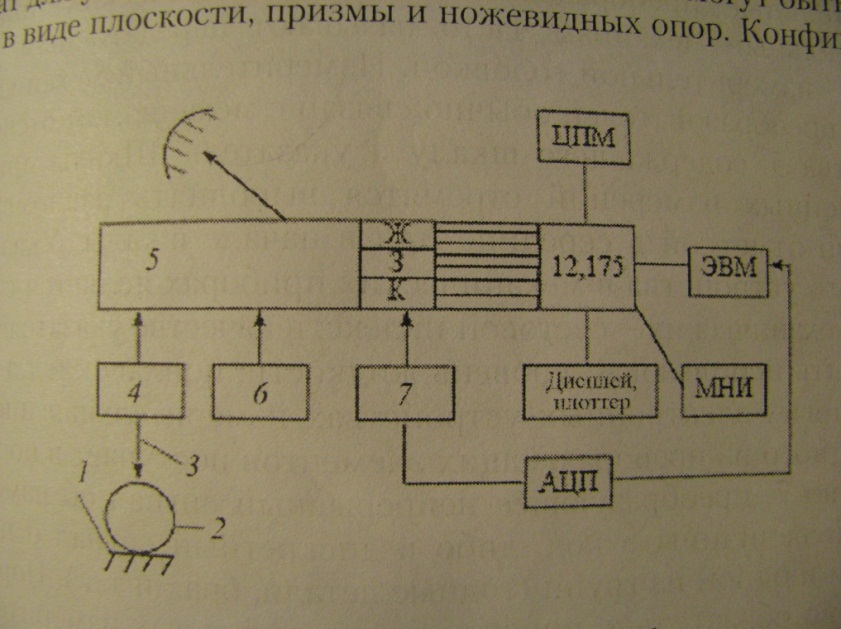
1 - базирующий элемент; 2 - деталь; 3 – чувствительный элемент; 4 – измерительный механизм (первичный преобразователь); 5 – отсчетное устройство; 6 – масштабный преобразователь; 7 – пороговое устройство; ЦПМ – цифровой печатающий механизм; МНИ – машинный носитель информации
Рис. 1. Структурная схема приборов
Базирующий элемент1 служит для установки измеряемой детали 2.
Конфигурация отклонения от правильности геометрической формы и относительного положения базирующих и чувствительных элементов, оказывает чувствительное влияние на погрешность измерения.
Базирующая деталь производится либо на столе прибора, либо на столе стоек (СICIICIIIC4). Они отличаются своими диаметрами. Основной стол у этих стоек: прямоугольный или ребристый.
Кроме столов, базирование деталей может производиться на базовой поверхности самих приборов. Погрешность базирования стола рассматривают в двух аспектах:
1.Рассматривается нестабильность прилегания, из-за попадания различных пылинок.
2.Погрешность из-за несоблюдения принципа единства баз (когда базирующая поверхность не совпадает с конструктивной базой).
Под непосредственным воздействием измерений детали 2, находится чувствительный элемент 3, который расположен в начале измерительной цепи. Он воспринимает информацию об изменении измеряемой линейной величины, которой является информативным параметром входного сигнала. В большинстве случаев чувствительный элемент выполнен в виде наконечника, который закрепляется на штоке измерительного механизма 4. Различают следующие виды наконечников:
1.Ножевой.
2.Плоский.
3.Сферический.
Вставки образующие измерительную поверхность, в целях обеспечения высокой износостойкости, изготавливают из эльбора, корунда, твердых сплавов или закаленной стали марки ШХ15. При осуществлении контакта с деталью, должен обеспечиваться точечный контакт. В этом случае снижается влияние формы наконечника и можно отдельно измерять размеры и форму детали, но в самом месте соприкосновения, могут возникнуть деформации.
Измерительное усилие должно обеспечивать касание металла, выбирая масленую и окисную пленки, но не должно вызывать пластической деформации. Погрешности от измерительных усилий, могут быть разделены на три вида:
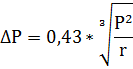
1.Погрешность возникающая в результате упругих деформаций, в зоне контакта наконечника и детали. В месте соприкосновения возникает упругая деформация сжатия. Величина деформации зависит от материала наконечника и детали и формы и может быть определена по формуле Герца:
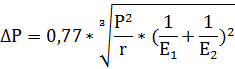
где Р- усилие, Н.
r- радиус сферы наконечника .
Е1, Е2- модуль упругости детали и наконечника.
Если деталь и наконечник выполнены из стали, тогда:
При измерении детали из мягких материалов, так же при исполнении приборов с большим измерительным усилием, необходимо убедиться, что контактная деформация имеет упругую составляющую.
2.Погрешность возникающая в результате деформации в самой детали. При измерении детали небольшого поперечного сечения, расположенных на двух опорах или расположены консольно и при измерении тонкостенных деталей возникает прогиб под действием измерительного усилия.
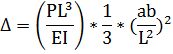


где I- момент инерции в поперечном сечении.
Р- измерительное усилие.
h- толщина стенки.
Е- модуль упругости.
3.Погрешности, которые проявляются в результате упругих деформаций установленного узла или деталей самого прибора. Величины возможного прогиба стоек и штативов, которыми закрепляются средства измерения, определяются по ГОСТ 10.198. Чтобы избежать влияния всех выше перечисленных погрешностей, используют электро-контактные чувствительные элементы.
При бесконтактных пневматических измерениях, чувствительный элемент выполняется в виде сопла, а при бесконтактных индуктивных, выполняется в виде магнита-провода.
От чувствительного элемента 3, информация поступает на измерительный механизм или первичный преобразователь 4, откуда передается на промежуточные первичные преобразователи. В механизмах приборов, измерительный механизм часто называют передаточным, а сам прибор измерительной головкой. Измерительный механизм или один из преобразователей обычно связан с механизмом отсчетного устройства 5, содержащего шкалу и указатель.
Шкалы приборов для линейных измерений стремятся выполнять равномерными, с нулевой отметкой в середине или в начале шкалы. Указателем отсчетного устройства, в механических приборах, является стрелка, в оптико-механических, световой индекс и в качестве указателя, может быть использован уровень жидкости, поплавок и т.д.
Во многих устройствах, измерительная информация от одного из преобразующих элементов поступает в пороговое устройство 7, преобразуя непрерывный сигнал об изменении линейной величины, в код либо дискретный сигнал, о принадлежности одной из групп.
Пороговое устройство, обязательно присутствует в цифровых измерительных устройствах и во многих случаях является составным узлом командного устройства. При передаче информации на обработку и ЭВМ, сигнал преобразуется с помощью аналогово-цифрового преобразователя.
Установка детали на столе прибора или стойке, может производится при поднятом измерительном наконечнике с ориентированием и при опущенном измерительном наконечнике без ориентирования. В первом случае в прибор встраивают ориентирующее устройство, позволяющее поднимать наконечник в момент установки детали на измерительную позицию, в производственных условиях.
Преимуществом прибора без ориентирования, является снятие посторонних частиц с измерительной поверхности во время ввода детали под наконечник. При малой поверхности, твердой измеряемой детали, также в тех случаях, когда на детали недопустимо оставлять следы, необходимо производить установку детали при поднятом наконечнике.
МЕРЫ ДЛИНЫ
В машино- и приборостроении нашли широкое применение плоскопараллельные концевые и штриховые меры длины. К плоскопараллельным мерам длины условно могут быть отнесены установочные меры к микрометрам, калибры-пластины, щупы, установочные меры к микрометрическим нутромерам, калиброванные кольца. К штриховым мерам относят широко распространенные измерительные металлические рулетки и линейки, а также шкалы линейных размеров.
Дата добавления: 2021-01-26; просмотров: 822;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Виды ионизирующих излучений и единицы измерения ИИ
- III. Здания для проживания людей
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
