Прокатные станы. Основные определения. Классификация.
.1 Прокатный стан. Комплекс машин и агрегатов, предназначенных для прокатки, транспортировки, резки, правки и других вспомогательных технологических операций.
Прокатка это пластическая деформация металла между вращающимися валками.
1.1 Основное оборудование. Оборудование, предназначенное для прокатки называется основным, а линия, на которой оно располагается, называется главной линией.
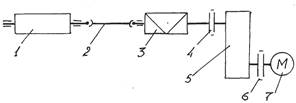
1 – рабочая клеть – для прокатки;
2 – шпиндельное соединение – для передачи вращения на валки;
3 – шестерённая клеть – синхронизация вращения валков и разделение вращающего момента на них;
4 – коренная муфта;
5 – редуктор – для понижения количества оборотов;
6 – главная муфта (моторная)
Рисунок 1 – Кинематическая схема привода валков
1.2 Вспомогательное оборудование – всё остальное.
1.3 Сортамент – совокупность прокатных профилей, выпускаемых на данном стане.
Группы сортамента:
а) сорт: круг, квадрат, балка, швеллер, уголок;
б) лист: плиты (> 80мм), листы (< 80мм);
в) трубы: min = 0,2мм, max = 2,5м;
г) специальные профили: шары, винты, шестерни.
2 Классификация прокатных станов
2.1 по назначению: блюминги, слябинги, толстолистовые и т.д.
2.2 по расположению: одноклетьевые, линейные, последовательные.
|
|
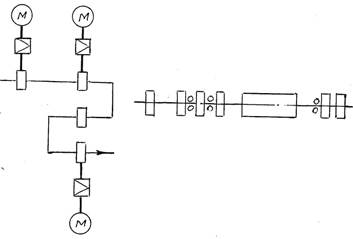
где а) линейное;
б) последовательное
Рисунок 2 – Схема расположения прокатных станов
Условие непрерывности: F1V1 = F2V2 = … = FnVn = const
2.3 по числу клетей
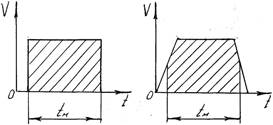
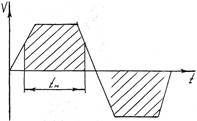
2.4 по режиму работы: нереверсивный (а), реверсивный (б), с натяжением, периодически (в) (пильгерный) (рисунок 3).
При холодной прокатке – режим работы с натяжением.
 а)
а)
 б)
б) 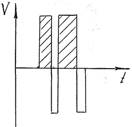 в)
в)
Рисунок 3 – Графики режимов работы прокатных станов
3 Классификация рабочих клетей
3.1 по числу валков в клети: двух-, трёх-, четырёх-, шести-, двенадцати-, двадцати.
3.2 по размеру валков: обжимные, заготовочные и сортовые (по диаметру), листовые (по длине бочки)
3.3 по установке валков в клети: горизонтальные, вертикальные, универсальные (горизонтальные + вертикальные), косовалковые.
Дата добавления: 2016-10-07; просмотров: 2540;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- I. Политический режим: понятие, сущность и основные типы.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- II. Основные задачи ГО

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
