Основные параметры процесса прокатки
1 Коэффициенты прокатки
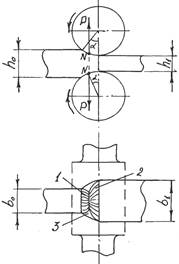
h0, h1 – высота до и после прокатки;
b0, b1 – ширина полосы до и после прокатки;
l0, l1 – длина полосы до и после прокатки
α – угол захвата;
Δh = h0 – h1 – абсолютное обжатие;
1 – зона отставания;
2 – зона опережения;
3 – зона уширения.
Рисунок 4 – Схема прокатки металла в валках
2 Закон постоянства объёма
V0 = V1,
V0, V1 – объём металла до и после прокатки
V0 = h0 ∙ b0 ∙ l0;
V1 = h1 ∙ b1 ∙ l1.
2.1 Вытяжка. Общая и средняя
h0 ∙ b0 ∙ l0 = h1 ∙ b1 ∙ l1.
S0 ∙ l0 = S1 ∙ l1,
S0,∙S1 – площадь поперечного сечения до и после прокатки


S0∙– площадь поперечного сечения заготовки;
Sn – площадь поперечного сечения в n-ом калибре.


λср = 1,2…1,3 – обжимные и заготовочные калибры.
2.2 Количество проходов

2.3 Уширение
Δb = b1 – b0.
если b0 ≈ b1, то 
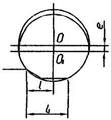
2.4 Условие захвата
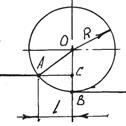
Рисунок 5
ΔАВС и ΔАОС
ВС = ВО – ОС = R – R ∙ cosα = R ∙ (1 – cosα)
l – длина очага деформации.
2.5 Трение
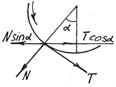
Рисунок 6 – Силы, действующие от валков на металл в момент захвата его валками
N – Сила нормального давления;
Т – касательная, сила трения.
2Т ∙ cosα > 2N ∙ sinα
μ – коэффициент трения.
2∙μ∙N∙cosα > 2∙N∙sinα
μ > tgα, μ > α
Чтобы осуществился захват металла валками, необходимо, чтобы коэффициент трения μ был больше угла захвата tgα.
2.6 Опережение
N-N – нейтральная линия;
γ – угол положения нейтральной плоскости.
Формула И. Павлова-Экслундо:


S = 3…8% – опережение.
V1 – скорость металла на выходе из валков;
V – горизонтальная проекция окружной скорости валков.

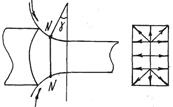
Рисунок 7
Формула Дрездена:

2.7 Среднее и полное давление металла на валки
P = Pср ∙ Fк,
где Pср – среднее давление металла на валки;
Fк – контактная площадь.
Длина очага деформации

(АВ)2 = ВD ∙ BC
Рисунок 8

где ν – коэффициент Пуассона
Е = 2,15 ∙ 105 – модуль упругости

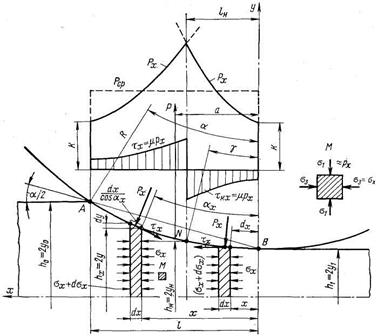
Рисунок 9 – Эпюры распределения нормальных давлений и касательных напряжений по дуге захвата
Рх – σх = k,
где k = 1,15∙σТ – для плоского напряжённого состояния
dPx = dσx – в дифференциальном виде.
ΣРxi = 0 – уравнение равновесия.
k – постоянная уравнения пластичности.
Уравнение прокатки:

τх = μРх.
μ – коэффициент трения.
Формула Целикова:

Формула Королёва:
Pср = γ∙nв∙nσ∙σ
где γ – коэффициент Лоде, учитывает влияние среднего по величине главного напряжения;
nв – учитывает влияние ширины полосы;
nσ – учитывает влияние напряжённого состояния в очаге деформации;
σ – сопротивление металла пластической деформации.
Таблица 1

| 0,5 | |||||

| 0,74 | 0,8 | 0,9 | 0,97 | 0,99 |
nσ = n'σ ∙ n''σ ∙ n'''σ,
где n'σ – коэффициент, учитывающий влияние напряжённого состояния внешнего трения

n''σ – коэффициент, учитывающий влияние внешних зон:
n''σ = 1 при l/hср ≥ 1,0
n''σ = (l/hср)-0,4,
n'''σ – коэффициент, влияющий на напряжённое состояние в зависимости от напряжения полосы.
n'''σ = 1 при σ0 = σ1 = 0
Уравнение пластичности:
k = Px – σx
тогда σх = k – Px
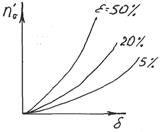
Рисунок 10 – Кривые зависимости среднего давления
Pнср = Рср ∙ n'''σ = Pср (1 – σср/kср)



σ = σog ∙ kt ∙ kε ∙ ku,
где σog – базисное сопротивление;
kt – температурный коэффициент;
kε – коэффициент от степени деформации;
ku – коэффициент от скорости деформации.

где V1 – скорость выхода металла из валка;
l – длина очага деформации.
Момент прокатки:


 ,
,
где k1 – коэффициент, зависящий от материала валков;
k2 – коэффициент, зависящий от скорости;
k3 – коэффициент, зависящий от марки стали прокатывается;
t° – температура.
Момент и мощность двигатель прокатного стана.

Момент прокатки, приведенный к валу двигателя:


 ,
,
где М'тр1 – момент трения в подшипниках валов;
М'тр2 – момент трения в передаточных механизмов;
i – передаточное число редуктора.
Момент трения для клети дуо:
 ,
,
где f – коэффициент трения;
rn – радиус подшипника;
d – диаметр цапфы (подшипник скольжения), по центру роликов (подшипник скольжения);
Р – полное давление металла на валки или усилие прокатки.
Момент трения для клети кварто:
где Р – усилие прокатки;
f – коэффициент трения опорных валков;
d0 – диаметр валков, цапфы;
Dр – диаметр рабочего валка;
Dо – диаметр опорного валка.
 ,
,
КПД передачи:

где ηшк – КПД шестерной клети, 0,92÷0,95;
ηшп и м – КПД шпинделя и муфты, 0,99;
ηр – КПД редуктора, 0,95÷0,98.
Момент холостого хода:

где mі – масса i-ой детали;
g – ускорение свободного падения;
fi – коэффициент трения в подшипниках соответствующей детали.
Статическая мощность:

Номинальная мощность:
 ,
,
где k – допускаемый коэффициент перегрузки двигателя;
Для нереверсивного стана k=1,5÷3.
 ,
,
где J – момент инерции стана.
Приведенный маховой момент двигателя:

Cтанины
Всё усилие прокатки передается на станины:
где a) закрытого типа;
б) открытого типа.
1 – поперечина; 2 – стойка; 3 – крышка.
Рисунок 11 – Схема станин
Нагрузки.
Для отжимных, заготовочных, сортовых станов:

Для листовых станов:

Стойка
Напряжение от растяжения:

Напряжение от изгиба:

Суммарное напряжение:
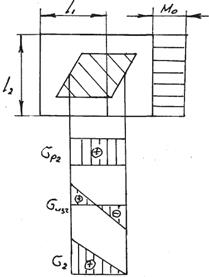
Рисунок 12 – Эпюры нагрузок действующих в усилиях
Статически неопределенный момент
Из сопромата видно, что угол поворота к касательной к изогнутой оси балки в точке опоры равен опорной реакции от фиктивной моментной нагрузки деленной на жесткость балки.
Угол поворота:


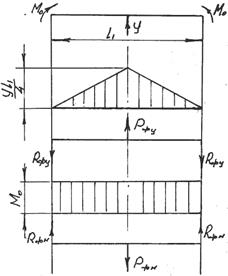
Рисунок 13
Фиктивная нагрузка:
Опорная фиктивная нагрузка:
 ,
,
где Е·I – жесткость балки;
Е – модуль упругости.

Угол поворота изогнутой оси стойки:


Статически неопределённый момент:
М0 момент прокатки уменьшится за счет поперечного сечения поперечины и уменьшения длины и наоборот.
Поперечина
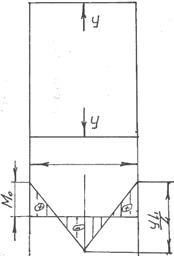
Рисунок 14

Материалы и допускаемые напряжения.
Станины выпускают из стали с 0,25...0,35%С.

Для стали: σв = 500…600МПа, [σ] = 50 – 60МПа;
Для чугуна: [σ] = 40 – 50МПа;
Прокатные валки
Требования к прокатным валкам:
1 Прочность и жесткость;
2 Твердость и износоустойчивость;
3 Устойчивость и термоусталость;
4 Контактная прочность.
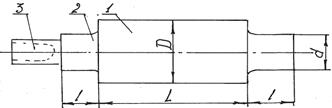
1 – бочка; 2 – шейка; 3 – приводной хвостовик.
Рисунок 15 – Валок.
Материал и способ изготовления прокатных валков:

где Δh – абсолютное обжатие;
α – угол захвата:
для блюминга α = 27…34º;
для сортового стана α = 20…24º;
для листовых станов α = 25…22º.
Материал:
- Блюминг 1250 – 60ХН – кованный, перевалка через несколько суток;
- ТЛЦ 1 – дуо – ЛШН – 50 – чугун (шаровидный гранит); кварто раб. – ЛП – 57 – чугун (пластичный графит); кварто опорный валок – 9ХФ – кованный, 270 – 300НВ.
- ТЛЦ 2 – дуо – 60ХН, 50, 60ХГ - кованный; кварто раб. Валок – ЛП – 57 – чугун (3-4 смены); опорный валок – 60ХН (20 суток).
- Сортопрокатный – 60ХН – кованный, СПХН – 45 (хромо - никелевый).
Расчет валков клети дуо сортового стана.
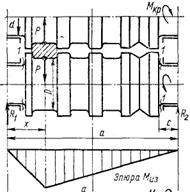
Рисунок 16 – Схема нагружения валка сортовой прокатки
Бочка: (I-I)

Р – сосредоточенная нагрузка.
Шейка: (II-II)
Расчет валков клети кварто:
а) Рабочий валок: σш, σк, τш;
б) Опорный валок: σ, σш, σк.
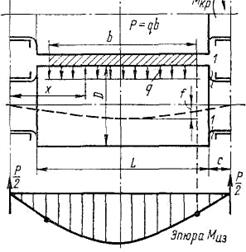
Рисунок 17 – Схема нагружения валка листовой прокатки
Контактное напряжение
Приведенный радиус:

где Rо – радиус опорного валка;
Rр – радиус рабочего валка.
Дата добавления: 2016-10-07; просмотров: 5150;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
