Привод валков прокатных клетей
Шпиндели прокатных станов
Шпиндельное соединение предназначено для передачи крутящего момента от двигателя или шестерённой клети при несоосности ведущего и ведомого валков.
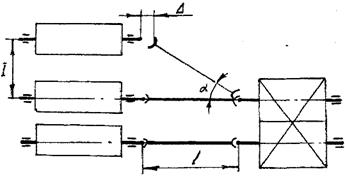
Рисунок 28 – Схема привода валков
Типы универсальных шпинделей:
1. Шпиндельное соединение с шарнирами на бронзовых вкладышах (α ≤ 10º). Шарнир Гука;
2. Шпиндельное соединение с шарнирами на подшипниках качения (α ≤ 12º). Карданный механизм;
3. С шаровыми шарнирами УШШ (α = 3…8º);
4. Шпиндельное соединение с роликовыми шарнирами (УРШ, α≤3º).
5. Зубчатые.
6. Трефовые.
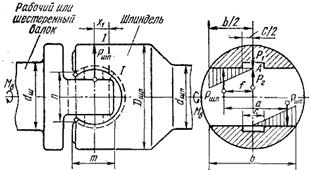
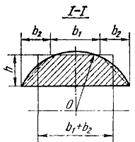
Рисунок 29 – Схема шпинделя на бронзовых вкладышах ГОСТ8059-83
Расчёт шпинделя на бронзовых вкладышах
Вал
Напряжение кручения:
где Мкр – вращающий (крутящий) момент на валу шпинделя;
Wкр – статический момент сопротивления сечения кручению;
dв – диаметр вала шпинделя.


Вилка (головка)
Напряжение кручения:

Статический момент сопротивления сечения:
для прямоугольника
Wк = η ∙ (b1 + b2) ∙ h2,


Напряжение изгибу:

где Ми – изгибающий момент;
Wи – статический момент сопротивления сечения изгибу.
Ми = F ∙ х,
где F – максимальное усилие на вилку от крутящего момента:

а = 0,7 ∙ b
Статический момент сопротивления сечения:
для трапеции
Результирующее напряжение

Материал: Сталь 40, 40Х, 40ХН, 40ХНМ, 35ХВГ.
σв = 650…850МПа; [σ] = 130…170МПа
Лопасть
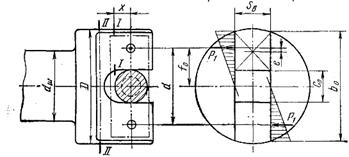
Рисунок 30 – Схема действия сил на лопасть в шарнире универсального шпинделя
Сечение I – I:
Максимальное усилие на лопасть от крутящего момента:

а0 = 0,7 ∙ b0
Напряжение кручения:

Статический момент сопротивления сечения кручению:
Wкр = k ∙ S2,

Таблица 2

| 1,5 | ||
| k | 0,2085 | 0,346 | 0,493 |
Напряжение изгибу:

где Ми – изгибающий момент;
Wи – статический момент сопротивления сечения изгибу.
Ми = F0 ∙ х,
Статический момент сопротивления сечения изгибу:
для прямоугольника

Результирующее напряжение
Сечение II – II:
Напряжение кручения:

Статический момент сопротивления сечения кручению:
Wкр = η ∙ S2 ∙ b0,
х1 = х + Δ; 



Ножницы и пилы
Ножницы
1 Назначение и типы
Для порезки готового проката, как в горячем состоянии, так и в холодном виде, применяются ножницы с параллельными ножами, наклонными (гильотинные, с “катящимся” резом), дисковые и летучие.
Ножницы с параллельными ножами используются для поперечной резки блюмов, слябов и заготовок прямоугольного и квадратного сечения в горячем состоянии, а также при резке мелких профилей в холодном состоянии.
Основные параметры:
- усилие резания F (номинальное);
- ход ножа Н зависит от высоты поперечного сечения и перекрытия Δ (10…20мм).
Н = hmax + Δ + k, Н = 2е
- длина ножа L характеризует ширину проката, который можно разрезать;
- число ходов n, т.е. производительность.
Ножи изготавливаются из следующих марок стали:
Сталь 6, 6ХВ2С, 6ХНМ.
С твёрдостью 400 НВ, после термообработки.
По форме сечения ножи – прямоугольные.


Рисунок 31 – Схема поперечного сечения ножа
Процесс и усилие резания
Процесс резания происходит в несколько стадий:
1 Вмятие (внедрение ножей)
Относительное внедрение

 – внедрение ножей в металл.
– внедрение ножей в металл.
2 Собственно резание – сдвиг металла ножами в плоскости резания. Продолжительность зоны резания определяется величиной относительного надреза

Максимальное усилие резания:

где Sр – площадь разрезаемого сечения:

|
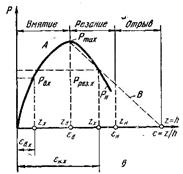
где А – экспериментальная кривая;
В – прямая на участке собственно резания
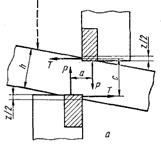
Рисунок 32 – Схема резки раската на ножницах с параллельными ножами (а) и изменение усилия на ножи при резании (в) в зависимости от глубины внедрения ножей:
3 Отрыв – хрупкое разрушение

где k1 – коэффициент, устанавливающий соотношение между τmax и временным сопротивлением разрыву (0,6…0,7)

где τmax – максимальное касательное напряжение;
k2 – коэффициент, учитывающий затупление ножей;
k3 – коэффициент, учитывающий увеличение бокового зазора.
Условие равновесия:

где Т – усилие распирающее ножи:
Т = (0,15…0,25) F
Для уменьшения усилия распирающего ножи и исключения “косого” реза применяют прижим.
Q – усилие прижима:
Q = (0,03…0,05) F
При применении прижима усилие распирающее ножи уменьшается до Т = (0,1…0,15) F.
Конструкция ножниц
По конструкции ножницы с параллельными ножами могут быть: с верхним резом и с нижним резом.
Ножницы с верхним резом просты по конструкции, но имеют следующие недостатки:
- заусениц мешает движению по рольгангу;
- требуется качающийся рольганг.
Ножницы с нижним резом
Конструкция значительно сложнее, потому, что верхний и нижний нож подвижны, однако они не имеют недостатков ножниц с верхним резом.
1 – станина; 2 – суппорт верхнего ножа; 3 – прижим; 4 – эксцентриковый вал; 5 – шатун; 6 – рольганг; 7 – суппорт нижнего ножа; 8 – ножи; 9 – уравновешивание механизма резания; 10 – передвигающийся упор, 11 – тяга; 12 – пружинный буфер.
Рисунок 33 – Кинематическая схема ножниц с нижним резом, механическим прижимом и уравновешиванием
Достоинства ножниц с механическим прижимом и уравновешиванием:
- ролики рольганга не испытывают нагрузок;
- прижим способствует получения не косого сечения (т.е. перпендикулярно оси);
- станина не испытывает усилий, нагрузок от усилия резания и распирающего ножи;
Недостатки:
- надёжность механизма прижима с пружинным буфером недостаточна;
- верхнее расположение эксцентрикового вала усложняет установку привода (на высоком фундаменте);
- сложная конструкция.
Дата добавления: 2016-10-07; просмотров: 3714;
Поиск по сайту
Узнать еще
- А. Дизельный привод
- Аварийно-спасательный инструмент с гидроприводом
- Автоматизированный асинхронный электропривод с использованием синхронных электромашинных преобразователей частоты.
- Автоматизированный электропривод переменного тока с непосредственным преобразованием частоты (НПЧ).
- Автоматизированный электропривод с использованием ПЧ с ШИР.
- Автоматизированный электропривод с частотным преобразователем с ШИМ.
- Анализ и синтез систем автоматического управления электроприводами
- Большая приводящая мышца (m. adductor magnus).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
