Отпуск проводится с целью уменьшения закалочных напряжений, снижения твердости, повышения пластичности и вязкости, получения более устойчивых структур.
Рис.32. Температурный интервал закалки сталей
Основным превращением при отпуске является распад мартенсита – выделение пересыщающего углерода в виде мелких кристалликов карбида железа. Частичный распад мартенсита происходит в закаленной стали даже в процессе вылеживания при комнатной температуре, однако с повышением температуры процесс ускоряется и достигает более полного развития. Мартенсит, обедненный углеродом в процессе отпуска, называется отпущенным.
Распад мартенсита при постоянном нагреве завершается при температурах около 400 °С, образовавшуюся феррито-цементитную высоко дисперсную смесь называют трооститом отпуска. Более высокие температуры нагрева вызывают процесс коагуляции карбида железа. В результате снижается дисперсность феррито-цементитной смеси, а структура приближается к равновесной. Сорбитом отпуска называют структуру углеродистой стали, полученную после отпуска при 500 – 650 °С. Более высокие температуры нагрева вызывают образование зернистого перлита.
В зависимости от температуры нагрева различают три вида отпуска: низкий, средний, высокий.
· Низким отпуском называют нагрев закаленной стали до температур 150 – 200 °С с последующим охлаждением на воздухе. Образующаяся структура - отпущенный мартенсит. Снижения твердости такой отпуск практически не вызывает. Этот вид отпуска рекомендуется при термической обработке инструментальных сталей и цементованных деталей.
· Средним отпуском называют нагрев закаленной стали до температур 350 – 450°С с последующим охлаждением на воздухе. Такой отпуск вызывает некоторое снижение твердости. Образующаяся структура – троостит отпуска. Этот вид отпуска рекомендуется для термической обработки рессор, пружин и штампов.
· Высоким отпуском называют нагрев закаленной стали до температур 500 – 650 °С с последующим охлаждением на воздухе. Такой отпуск вызывает значительное снижение твердости закаленной стали, образующаяся структура – сорбит отпуска. Эта структура обеспечивает хорошее сочетание свойств - достаточной прочности, вязкости и пластичности.
Закалка стали с последующим высоким отпуском на сорбит носит название термического улучшения. Улучшение рекомендуется для среднеуглеродистых конструкционных сталей.
Цементация стали
Процесс цементации заключается в насыщении углеродом поверхностного слоя изделия. Физическая сущность цементации основана на диффузии атомарного углерода в твердое тело детали при высоких температурах. Различают два вида цементации: твердым карбюризатором и в газовой среде.
Основная цель цементации является получение деталей машин с твердой износостойкой поверхностью при сохранении вязкой хорошо выдерживающей динамические нагрузки сердцевиной.
Цементация производится при нагреве изделий из низкоуглеродистых сталей в течение 8-10 часов без доступа воздуха до температур 930-9500 С, при которых растворимость углерода в ГЦК решетке железа (структура аустенит) на порядки выше.
Для цементации в твердом карбюризаторе детали помещают в металлический герметичный контейнер с углеродосодержащей средой – карбюризатором. В качестве твердого карбюризатора обычно используется древесный уголь, графит, кокс и другие материалы. При недостатке воздуха (кислорода) углерод сгорает с образованием окиси углерода СО, которая разлагается по реакции:
2СО ® СО2 + С (атомарный)
Атомарный углерод диффундирует в решетку гамма железа, образовавшийся газ СО2 соприкасаясь с распаленным углем карбюризатора вновь восстанавливается до СО.
Для ускорения процесса цементации в карбюризатор добавляют карбонатные соли, углекислый барий ВаСО3 и кальций СаСО3.
После цементации изделия подвергаются термической обработке, состоящей из закалки и отпуска.
В обобщенном виде процесс цементации состоит из 3-х стадий:
· диссоциации, когда в результате распада молекул окиси углерода образуется атомарный углерод;
· адсорбции, когда атомы углерода концентрируются на поверхности стальной детали, образуя химические связи с атомами металла;
· диффузии, когда атомы углерода диффузионным путем проникают в глубь металла.
На графике рис. 34показана зависимость насыщения углеродом цементованного слоя. Видно, что цементованный слой имеет переменную концентрацию углерода по толщине, которая уменьшается от поверхности к сердцевине детали.
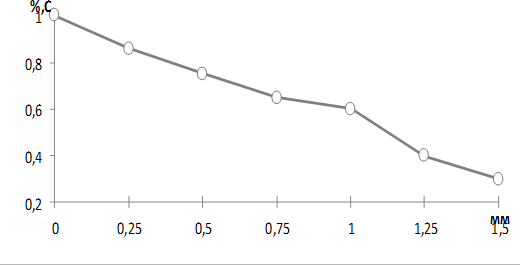
Рис.34. Изменение концентрации углерода в цементованном слое
В связи с этим после цементации в структуре цементованного слоя можно различить три характерные зоны: заэвтектоидную, состоящую из перлита и цементита вторичного; эвтектоидную, состоящую из перлита; доэвтектоидную, содержащую феррит и перлит.
За глубину цементованного слоя обычно принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зон. Обычно толщина цементованного слоя составляет 0,8…1,4мм.
Дата добавления: 2016-09-06; просмотров: 2341;
Поиск по сайту
Узнать еще
- Cпособы получения частиц порошков
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- А. Причины появления и способа уменьшения нелинейных искажений
- Абсолютным показанием для инфузии бикарбоната натрия является ВЕ более - 8.
- Автомобильной службы части (соединения) после получения задачи
- Анализ внешних факторов с целью выявления причин кризиса.
- Анализ наилучшего и наиболее эффективного использования земли
- Аналого-цифровые преобразователи: назначение, ошибки преобразования, способы уменьшения динамических ошибок преобразования. Виды АЦП, сравнительная оценка.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
