Второй клинический этап.
Припасовка металлического колпачка в полости рта.
Толщина колпачка от 0,3 – 0,4 мм. Он должен без усилий припасовываться на культю опорного зуба, заходить в десневой желобок на 0,20 – 0,25 мм, точно прилегать к уступу, межокклюзионная щель с зубами антаганистами должна быть в пределах 1,5 – 2 мм. Металлический колпачок в межзубных промежутках не должен касаться соседних зубов. Если колпачок сразу не накладывается на зуб , то используется маркировочный лак (Pico-Mark) – белого цвета , который наносится на культю препарированного зуба , а металлический колпачок припасовывают на зуб. Метки, полученные на внутренней поверхности колпачка от маркёра сошлифовывают фрезой или борами до полной припасовки.
После этого врач определяет цвет облицовочного материала, который в каждом конкретном случае проводится индивидуально для каждого зуба по расцветке имеющей много цветов. Это проводится только при естественном освещении, исключая прямое попадание солнечных лучей. Соседние зубы предварительно увлажняются. Приступая к определению цвета, полезно нарисовать на бумаге цветовую схему коронки с обозначением границ отдельных цветов. При выборе цвета коронки пациент должен находиться в вертикальном положении, рот на уровне глаз врача, расцветка на уровне вытянутых рук. Цвет коронки должен быть определен сравнительно быстро, так как определение в течении длительного времени вызывает усталость глаз врача, и выбранный цвет может не соответствовать действительному цвету. В таких случаях целесообразно советоваться с зубным техником и пациентом.
Третий лабораторный этап.
Поверхность металлического колпачка обрабатывают твёрдосплавной фрезой (рис. 40) , уточняя толщину стенок при помощи специального измерительного инструмента (рис. 41).
 Рис. 40. Обработка колпачка твердосплавной фрезой
Рис. 40. Обработка колпачка твердосплавной фрезой
|  Рис . 41. Микрометр
Рис . 41. Микрометр
|
Перед нанесением керамической массы производят дегазацию каркаса колпачка, т.е. удаление всевозможных шлаков. В зависимости от металлического сплава выбирают температурный режим 980 – 1000о и обжигают в печи в течение 5 – 7 мин.
После дегазации каркас необходимо обработать в пескоструйном аппарате (рис. 42,43) .

| 
|
| Рис. 43. Обработка в пескоструйном аппарате | Рис. 44. Каркас после обструивания |
При этом частицы абразива (песок оксида алюминия) очищают поверхность металла и делают ее шероховатой, что значительно увеличивает площадь ее контакта с фарфоровой массой. Затем колпачок обезжиривают пароструйным аппаратом. Высушенный колпачок подвергают обжигу с целью создания оксидной пленки, которая необходима для прочного соединения металла с фарфором. Оксидную пленку не получают если наносят на колпачок бондинг (WASH-OPAQUE), который обжигают в печи. После этого за колпачок нельзя браться руками. Он зажимается в корнцанг и на него кисточкой наносят фарфоровую массу (рис. 45).
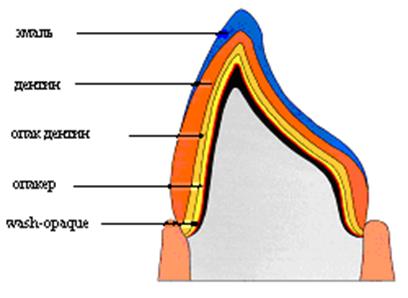
Рис. 45. Слойная техника нанесения фарфоровой массы.
Первый опаковый (грунтовый) слой заданного цвета наносится тонким слоем. Производится обжиг в печи при температуре = 930оС с вакуумом (для массы vita WMK 95). затем покрывают колпачок вторым опаковым (грунтовым) слоем, более толстым, чем первый, заполняя трещины, впадины (рис. 46,47). При этом конденсируют его рифленым инструментом. Для этого шпатель с рифленой поверхностью перемещают по корнцангу . Колпачок с грунтовым слоем устанавливают на специальную подставку (триггер) и помещают в печь, производя обжиг. От цвета нанесенного грунтового слоя в дальнейшем зависит основной цвет коронки зуба. После обжига грунтового слоя колпачок устанавливают на модель.

| 
|
| Рис. 46. Нанесение первого грунтового слоя (опакера) | Рис. 47. Нанесение второго грунтового слоя. |
Следующим этапом является моделирование из слоя дентина коронки металлокерамического протеза, придавая ей анатомическую форму. Порциями разводят порошок с моделировочной жидкостью, наносят, уплотняют рифлением и удаляют избыток влаги фильтровальной бумагой (рис. 48).

| 
|
| Рис.48. Нанесение и конденсирование слоя дентина | Рис. 49. Вырезание слоя дентина |
 Затем по режущему краю вырезают слой дентина в виде треугольников и заполняют эти промежутки прозрачным (эмалевым) слоем(рис. 49).
Затем по режущему краю вырезают слой дентина в виде треугольников и заполняют эти промежутки прозрачным (эмалевым) слоем(рис. 49).
При этом фарфоровая масса наносится на всю коронку с избытком, учитывая, что при обжиге она даст усадку (рис. 50).
Обжиг в печи производят при температуре = 930оС с вакуумом (рис. 51) .

| 
| 
|
| а - общий вид | б – во время работы | в - коронки после первого обжига в печи. |
| Рис. 51. Электро-вакуумная печь для обжига керамики . |
Дата добавления: 2016-07-27; просмотров: 5905;
Поиск по сайту
Узнать еще
- I. Социально-экономическое и политическое положение Порты во второй половине XIX в.
- I. Япония во второй половине XIX в. Продолжение модернизации страны
- I.2.4 ВТОРОЙ ЗАКОН (ВТОРОЕ НАЧАЛО) ТЕРМОДИНАМИКИ
- I.2.4 ВТОРОЙ ЗАКОН НЬЮТОНА
- IV этап. В летательном аппарате
- V. ВТОРОЙ ЭТАП ОБУЧЕНИЯ
- XX съезд КПСС. Демократизация жизни страны во второй половине 50 - х годов. “Оттепель”.
- Алгоритм решения первой и второй задач

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
