Факторы, влияющие на предел выносливости
Опыты показывают, что на предел выносливости существенно влияют следующие факторы: концентрация напряжений, размеры поперечных сечений деталей, состояние поверхности, характер технологической обработки и др.
Рассмотрим их более подробно.
Влияние концентрации напряжений. Резкие изменения формы детали, отверстия, выточки, надрезы и т. п. значительно снижают предел выносливости по сравнению с пределом выносливости для гладких цилиндрических образцов.
Это снижение учитываетсяэффективным коэффициентом концентрации напряжений, который определяется экспериментальным путем.
Для этого берут две, серии одинаковых образцов (по 10 образцов в каждой), но первые без концентрации напряжений, а вторые - с концентрацией, и определяют пределы выносливости при симметричном цикле для образцов без концентрации напряжений  и для образцов с концентрацией напряжений
и для образцов с концентрацией напряжений  .
.
Отношение
 (11.9)
(11.9)
определяет эффективный коэффициент концентрации напряжений. Опыты показывают, что этот коэффициент отличается от теоретического  , так как первый зависит не только от формы детали, но и от материала.
, так как первый зависит не только от формы детали, но и от материала.
Значения Kσ приводятся в справочниках. Для примера на рис. 11.8 приведены значения эффективных коэффициентов концентрации при изгибе для ступенчатых валов с отношением  ,c переходом по круговой галтели радиуса r. Эти данные получены при испытании образцов d =30÷50 мм для сталей с пределом прочности
,c переходом по круговой галтели радиуса r. Эти данные получены при испытании образцов d =30÷50 мм для сталей с пределом прочности  = 500 и 1200 МПа. Там же для сравнения приведен график теоретического коэффициента концентрации
= 500 и 1200 МПа. Там же для сравнения приведен график теоретического коэффициента концентрации  (пунктиром).
(пунктиром).
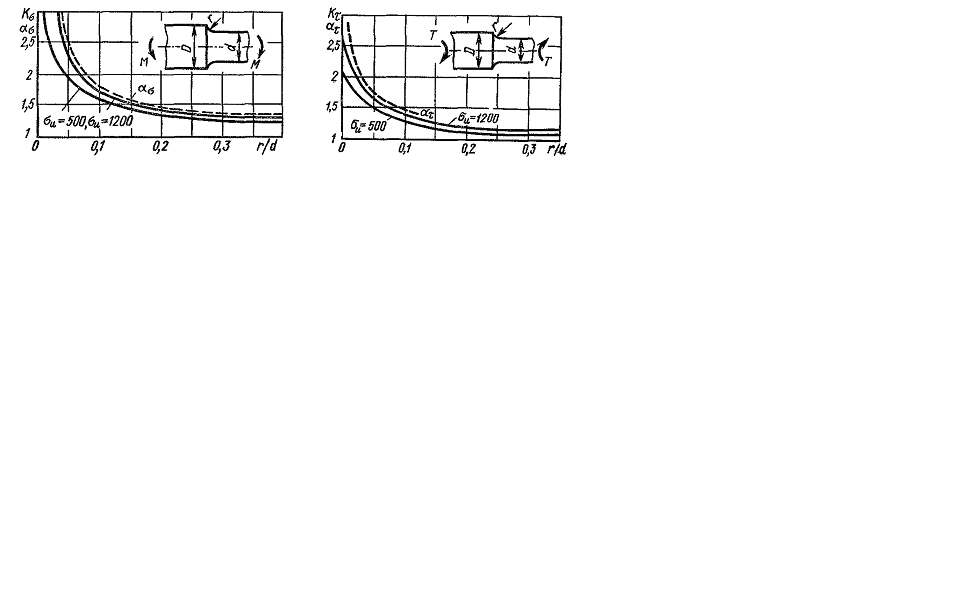
Рис. 11.8. Рис. 11.9.
На рис. 11.9 даны значения коэффициентов концентрации при кручении  и
и  а на рис. 11.10 - для растяжения-сжатия. Для определения эффективных коэффициентов концентрации при других отношениях
а на рис. 11.10 - для растяжения-сжатия. Для определения эффективных коэффициентов концентрации при других отношениях  следует пользоваться формулой
следует пользоваться формулой
 , (11.10)
, (11.10)
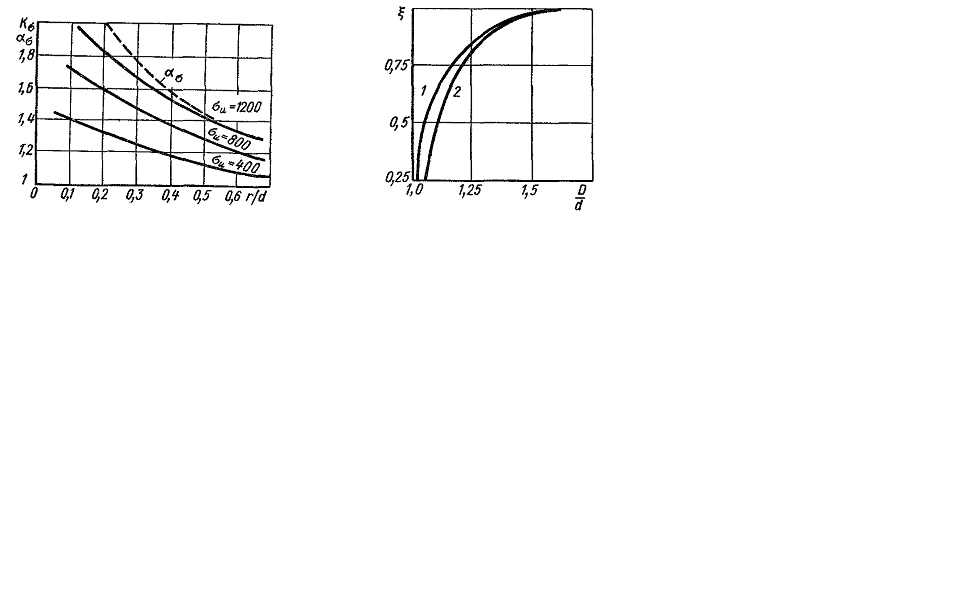
Рис. 11.10. Рис. 11.11.
где (Кσ)0 -эффективный коэффициент концентрации, соответствующий отношению 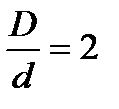 ; ξ - поправочный коэффициент, определяемый по рис. 11.11, при этом кривая 1 дает значение ξ при изгибе, кривая 2 - при кручении.
; ξ - поправочный коэффициент, определяемый по рис. 11.11, при этом кривая 1 дает значение ξ при изгибе, кривая 2 - при кручении.
Ниже приведены значения Кσ и  для валов со шпоночными пазами (одним или двумя):
для валов со шпоночными пазами (одним или двумя):
 ,MПа ,MПа
| |||||

| 1,5 | 1,75 | 2,0 | ||

| |||||

| 1,5 | 1,6 | 1,7 | 1,8 | 1,9 |
В тех случаях, когда экспериментальные данные по определению эффективного коэффициента концентрации напряжений отсутствуют, а известные значения теоретического коэффициента концентрации напряжений, можно использовать для определения Кσ следующую эмпирическую формулу:  , где q - так называемый коэффициент чувствительности материала к концентрации напряжений
, где q - так называемый коэффициент чувствительности материала к концентрации напряжений  Для высокопрочных легированных сталей значение q близко к 1. Для конструкционных сталей в среднем q = 0,6-0,8, причем более прочным сталям соответствуют большие значения q. Для серого чугуна значение qблизко к нулю. Иначе говоря, серый чугун нечувствителен к концентрации напряжений. Более подробные данные относительно q для сталей приведены на рис. 11.12.
Для высокопрочных легированных сталей значение q близко к 1. Для конструкционных сталей в среднем q = 0,6-0,8, причем более прочным сталям соответствуют большие значения q. Для серого чугуна значение qблизко к нулю. Иначе говоря, серый чугун нечувствителен к концентрации напряжений. Более подробные данные относительно q для сталей приведены на рис. 11.12.
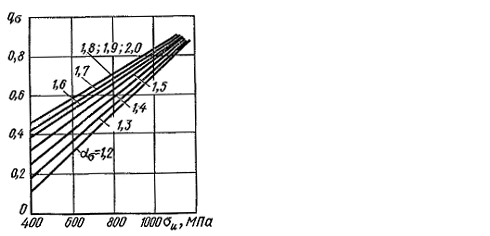
Рис. 11.12.
Влияние абсолютных размеров поперечного сечения детали.Опыты показывают, что чем больше абсолютные размеры поперечного сечения детали, тем меньше предел выносливости.
Отношение предела выносливости детали диаметром d к пределу выносливости лабораторного образца диаметром d0 = 6÷10 мм называют коэффициентом влияния абсолютных размеров поперечного сечения:
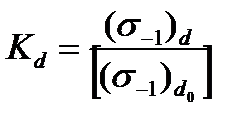 (11.11)
(11.11)
для нормальных напряжений. Коэффициенты влияния абсолютных размеров поперечного сечения могут определяться и на образцах с концентрацией напряжений. В этом случае
 (11.12)
(11.12)
При этом как деталь размером d, так и образец размером do должны иметь геометрически подобную конфигурацию.
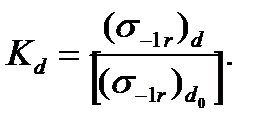
На рис. 11.13 приведен график значений Кd - кривая 1 соответствует детали из углеродистой стали без концентратора, кривая 2 - детали из легированной стали при отсутствии концентратора и из углеродистой стали при наличии концентратора, кривая 3 - детали из легированной стали при наличии концентратора, кривая 4 - для любой стали при весьма большой концентрации напряжений (например, при концентраторе типа надреза).
Из-за отсутствия достаточного количества экспериментальных данных о коэффициентах Кdt (при кручении) можно приближенно принимать, что Кdt =Кd.
Следует отметить, что экспериментальных данных для определения Kd еще недостаточно.
Влияние качества поверхности и упрочнения поверхностного слоя. Опыты показывают, что грубая обработка поверхности детали снижает предел выносливости.
Влияние качества поверхности связано с изменением микрогеометрии (шероховатости) и состоянием металла в поверхностном слое, что, в свою очередь» зависит от способа механической обработки.
Рис. 11.13. Рис. 11.14.
Для оценки влияния качества поверхности на предел выносливости вводится коэффициент КF, называемыйкоэффициентом качества поверхности и равный отношению предела выносливости образца с данной шероховатостью поверхности (  ) к пределу выносливости образца с поверхностью не грубее Ra = 0,32:
) к пределу выносливости образца с поверхностью не грубее Ra = 0,32:
 (11.13)
(11.13)
На рис. 11.14 приведен график значений КF в зависимости от предела прочности σu стали и вида обработки поверхности.
При этом кривые соответствуют следующим видам обработки поверхности: 1 - полирование, 2 - шлифование, 3 - тонкая обточка, 4 - грубая обточка, 5 - наличие окалины.
Различные способы поверхностного упрочнения (наклеп, цементация, азотирование, поверхностная закалка токами высокой частоты и т. п.) сильно повышают значения предела выносливости. Это учитывается введением коэффициента влияния поверхностного упрочнения Кv. Путем поверхностного упрочнения деталей можно в 2-3 раза повысить сопротивление усталости деталей машин.
Значения коэффициента Кvможно найти в справочниках.
Дата добавления: 2020-10-25; просмотров: 711;
Поиск по сайту
Узнать еще
- F-распределение Фишера–Снедекора
- I. Определение и структура методов обучения.
- I. Определение условий выполнения рукописи.
- I. Определение, виды радиоактивности, радиоактивные семейства
- III. Неопределенная форма глагола (инфинитив).
- III. Факторы распределения
- MC – предельные издержки
- Mатематическое определение ОС.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
