Изготовление узлов трубопроводов.
В заготовительных мастерских монтажных управлений выполняют следующие операции по изготовлению узлов трубопровода: сборку узлов трубопроводов, сварку узлов трубопроводов, сборку узлов с арматурой, испытание узлов, маркировку и складирование.
При индустриальном методе изготовления и монтажа технологических трубопроводов детали и узлы трубопроводов изготавливают в подготовительный период строительства. При этом требуется дополнительная техническая документация – аксонометрические схемы и рабочие чертежи. Для этого из монтажных технологических чертежей выбирают отдельные линии трубопроводов и на каждую из них составляют аксонометрическую схему. На таком чертеже линию трубопровода разбивают на отдельные транспортабельные узлы. Каждому узлу присваивают марку, числитель которой обозначает номер узла, знаменатель – номер линии. Аксонометрическая схема сопровождается спецификацией. На чертеже указывают цвет кольцевой полосы, которой маркируют все узлы одного цеха, дают спецификацию узлов и сводную спецификацию материалов на линии. Аксонометрические схемы используют для монтажа трубопроводов из готовых узлов.
| Наименование детали | № детали | Количество | Материал | ГОСТ |
| Труба 57*3,5 | 1 – 3 | 5,310м | Ст3 | |
| Отвод 57*3,5 | 1 – 3 | Ст3 | ||
| Задвижка Ду 50 | Чугун | - | ||
| Тройники 50*50*50 | Ст3 | - | ||
| Фланец Ду 50 | 7?(8) | Ст3 | 1255 – 54 | |
| Болт М16*75 | Ст3 | 7790 – 57 | ||
| Гайка М16 | Ст3 | 5909 – 57 | ||
| Прокладка б - 3 | Ст3 |
Внутренний (расчетный) диаметр трубопровода Dвн при заданном расходе жидкости и скорости ее протекания в трубопроводе

где Dвн — внутренний диаметр трубопровода, м;
Q — расход жидкости, м3/ч;
v — скорость движения продукта в трубопроводе, м/с;
р — плотность транспортируемой среды при заданных параметрах, кг/м3.
| Наименование | Обозначение | Наименование | Обозначение |
| Труба | 
| Вентиль запорный фланцевый с электромагнитным приводом | 
|
| Граница узлов (монтажный стык) | 
| Труба обжатая | 
|
| Соединение труб на плоских фланцах | 
| Переход концентрический | 
|
| Соединение труб на фланцах, приваренных встык | 
| Переход эксцентрический | 
|
| Отвод гнутый | 
| Заглушка плоская приварная | 
|
| Отвод сварной | 
| Заглушка сферическая | 
|
| Угольник крутоизогнутый 90° | 
| Заглушка фланцевая | 
|
| Воронка сливная открытая | 
| Компенсатор П-образный | 
|
| Шланг гибкий | 
| Вентиль регулирующий фланцевый | 
|
| Кран фланцевый | 
| Вентиль запорный угловой фланцевый | 
|
| Вентиль запорный фланцевый | 
| Вентиль сильфонный фланцевый | 
|
| Наименование | Обозначение | Наименование | Обозначение |
| Вентиль фланцевый с электроприводом | 
| Клапан предохранительный пружинный угловой (равнопроходный) | 
|
| Задвижка запорная фланцевая | 
| Клапан регулирующий с пневматическим исполнительным механизмом | 
|
| Задвижка запорная фланцевая с электроприводом | 
| Грязевик — фильтр | 
|
| Клапан обратный фланцевый подъемный | 
| Диафрагма измерительная | 
|
| Клапан обратный поворотный | 
| Опора подвижная | 
|
| Клапан предохранительный пружинный угловой (разнопроходный) | 
| Опора неподвижная | 
|
7.2 Изготовление деталей и узлов трубопроводов┐
Трубопроводы холодильных установок на pу≤ 10 МПа изготовляют из труб углеродистой стали и стали марки 10Г2 Рекомендации по выбору труб приведены в сортаменте труб технологических трубопроводов на рy< 10 МПа из углеродистой стали и стали марки 10Г2  , а также в табл. II—9. При необходимости замены марок стали бесшовных труб руководствуются данными, приведенными в табл. XI—4.
, а также в табл. II—9. При необходимости замены марок стали бесшовных труб руководствуются данными, приведенными в табл. XI—4.
Детали трубопроводов из углеродистой стали, выбирают в зависимости от условного давления в соответствии с рекомендациями, разработанными ВНИИмонтажспецстроем (применительно к ВСН 120-74).
Отводы из стальных труб диаметром от 50—600 мм изготовляют методом штамповки или горячей протяжки через рогообразный сердечник (крутоизогнутые отводы с радиусом изгиба менее 2.5Z). Отводы с большим радиусом изгиба изготовляют методом холодно» или горячей гибки на трубогибочных стенках. Сварные отводы изготовляют из отдельных сегментов, вырезанных из труб больших размеров, с минимальным радиусом 1,5 Dп.
| Группа трубопровода | Марки сталей трубопроводов при температуре стенки трубы, 0С | ||
| от - 70 до - 40 | от - 40 до - 15 | от – 15 до +300 | |
| А | 10Г2 | 20,10 | 20,10 |
| Б, В | 10Г2 | 20,10 | 20,10 |
| Г, Д | 10Г2 | 20,10 | 20,10, 20,10 ВСт2сп, ВСтЗсп. ВСт4сп |
Тройники из углеродистой стали марок Ст. 10 и Ст. 20 изготовляют методом горячей штамповки или торцовой осадки.
При изготовлении сварных тройников больших диаметров основные размеры определяют по формулам
где l — половика длины тройника, мм;
dy—диаметр ответвления в тройнике, мм;
Dy—диаметр основной трубы тройника, мм;
h— расстояние от центра тройника до конца штуцера ответвления, мм.
Концентрические (оси присоединительных концов совпадают) и эксцентрические (оси смещены) переходы по способу изготовления подразделяют на штампованные, обсадные, вальцованные и сварные. Наиболее экономичные штампованные переходы изготавливают из стали марок 20 и 10Г2А.
Заглушки подразделяют на фланцевые (отъемные) и сферические отбортованные (приварные). Наиболее распространены отъемные фланцевые заглушки для ру до 20 МПа и температуры до 530 °С по ГОСТ 12836—67 и для ру до 4 МПа и температуры до 405 °С по ГОСТ 12837—67, изготовляемые из стали марки ВСтЗсп. Сферические заглушки изготовляют из стали марок БСтЗсп, 20 и 10Г2 методов штамповки.
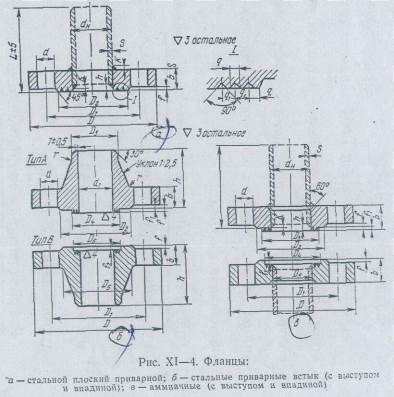
Фланцы различают по конструкции уплотнительных поверхностей по форме и способу присоединения к трубам.
Типы фланцев, их присоединительные размеры и области применения установлены, а зависимости от величины, условных проходов и давлений по ГОСТ 1233—67, ГОСТ 1234—67 и ГОСТ 6972—67. Плоские фланцы на ру до 2,5 МПа (рис. XI—4, а) применяют для рассольных и водяных трубопроводов и изготовляли, по ГОСТ 1255—67 из стали марки ВСт3сп по ГОСТ 380—71. Сварной шов у фланцев, приваренных встык с воротниками (ГОСТ'12829—62) работает на растяжение и сжатие в наиболее нормальных условиях.
Свободные (накидные) фланцы на отбортованной трубе по ГОСТ 1272—67, рассчитанные на работу при давлении до 0,6 МПа, применяют для водяных трубопроводов и изготовляют из стали марок ВСт4сп и ВСт5сп по ГОСТ 380—71.
Для аммиачных и фреоновых трубопроводов применяют фланцы, приваренные встык по ГОСТ 12828—67 (рис. XI— 4,б) и рассчитанные на условное давление 4 МПа, из стали марок 20 и сталь 10Г2 с уплотнительными поверхностями выступ — впадина и шип — паз, а также аммиачные фланцы по ГОСТ 1234—67 (рис. XI—4, а).
При выборе типа уплотнительных поверхностей фланцев руководствуются данными, приведенными в табл. XI—5.
Для соединения фланцев применяют болты с шестигранной головкой и шестигранные гайки (черные — для рассольных и водяных трубопроводов, получистые — ля аммиачных и фреоновых). При выборе материалов для изготовления фланцев, болтов и гаек холодильных трубопроводов руководствуются данными, приведенными в табл. XI—6.
| Уплотнительные поверхности | Среда | |||||
| аммиак | фреон | хладоноситель | ||||
| Рраб МПа | Тип уплотнения | Рраб МПа | Тип уплотнения | Рраб МПа | Тип уплотнения | |
| Фланцев | 1,6; 2,5; 4,0 | Выступ - впадина | 1,6 2,5; 4,0 | Выступ - впадина | 0,6; 1,0 | Плотное |
| Арматуры запорной (кроме вентиля 15с29бт) | 1,6; 2,5 | Впадина | 1,6 2,5 | Впадина | 0,6; 1,0 | Плоское |
| Арматуры регулирующей и вентилей 15с29бт | 1,6; 2.5 | Выступ | 1,6; 2,5 | Выступ | — | — |
Фланцы выпускает промышленность, однако в отдельных случаях приходится их изготовлять в условиях монтажной организации. К фланцам приваривают патрубки из труб, длина которых зависит от условного диаметра фланца. В табл. XI—7 приведены размеры плоских приварных фланцев (см. рис. XI—4, а), в табл. XI—8—приварных встык (см. рис XI—4,6), в табл. XI—9—аммиачных (см. рис.Х1—4,е).
Для присоединения холодильных трубопроводов к цапковой арматуре применяют накидные гайки с ниппелями (рис. XI—5), размеры которых приведены в табл. XI—10, XI—11.
 ┐
┐
Дата добавления: 2016-07-22; просмотров: 8078;
Поиск по сайту
Узнать еще
- АТРИОВЕНТРИКУЛЯРНЫЙ УЗЛОВОЙ РИТМ
- Блокада шейных и верхнегрудных симпатических узлов (блокада звездчатого узла)
- В) метод узлового напряжения (метод двух узлов).
- Виды и механизмы коррозии стальных трубопроводов. Методы защиты МН от коррозии
- Влияния на замещающие узловые систолы или узловой ритм
- ГИДРАВЛИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРУБОПРОВОДОВ.
- Гидравлический расчет сложных трубопроводов.
- Гидравлический расчет трубопроводов. Характеристика гидравлической сети.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
