Этапы монтажа холодильных установок на судах.
Технологический процесс монтажа судовых холодильных установках включает в себя ряд этапов.
| № этапа | Рабочее время | ||||||||
| n | |||||||||
| I | Подготовка монтажной базы | t1 | |||||||
| II | Транспортировка и погрузка оборудования на судно | t2 | |||||||
| III | Проверка координации оборудования на судне | t3 | |||||||
| IV | Изготовлений и установка компенсирующих звеньев | t4 | |||||||
| V | Крепление оборудования на фундаменте | t5 | |||||||
| VI | Контроль качества монтажа | t6 |
Каждый этап может включать в себя несколько операций. Например, в подготовку монтажной базы (этап I) включают 1) проверку ориентации фундаментов на судне, 2) правильность установки их, 3) обработку опорных поверхностей и т.д.
Рабочее время монтажа определяют по формуле:

где t1, t2, t3 – время каждого этапа монтажа
Рассмотрим технологию монтажа оборудования холодильной установки на судне по каждому этапу.
Этап I. Подготовка монтажной базы.
Технологическая монтажная база представляет собой совокупность поверхностей, рисок и других ориентирующих элементов, относительно которых определяют положение оборудования на судне.
При формировании корпуса судна ориентирующими элементами служат 3 взаимно перпендикулярных плоскости: I диаметральная, II мидель - шпангоут, III основная.
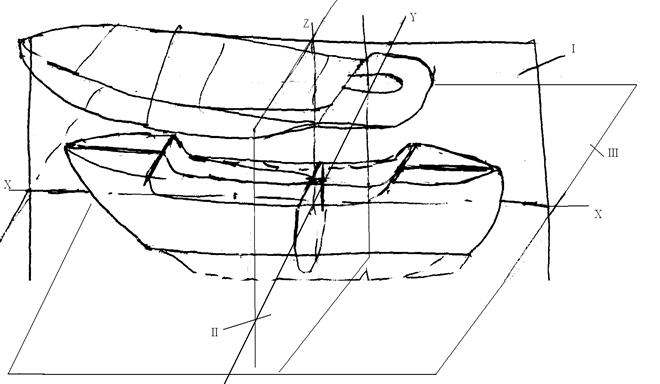
I – диаметральная
II – плоскость мидель – шпангоута
III – основная плоскость.
За базовую конструкцию оборудования холодильных установок на судне принимают судовые фундаменты, на которые для облегчения монтажа наносят разметочные риски.
Они материализуют плоскости, параллельные основным базовым плоскостям судна, которые являются так же ориентирующими элементами при установке фундаментов на судне. В свою очередь механизмы и аппараты холодильной установки должны иметь на фундаментных рамах поперечные и продольные осевые риски, соответствующие их геометрическим осям.
Монтажные базы делятся на: общие и местные.
Общая монтажная база – совокупность ориентирующих элементов, непосредственно связанных с корпусом судна и условно образующих неподвижную систему координат. В общую монтажную базу входят: опорная поверхность фундаментов и разметочные риски на них. В случае отсутствия рисок в качестве ориентирующих элементов общей базы используют продольные и поперечные торцы полок или приварных планок фундамента.
Местная монтажная база – это совокупность ориентирующих элементов, принадлежащих устанавливаемому аппарату или машине. Местной базой аппарата или машины считают опорные поверхности и осевые риски. При отсутствии последних в качестве ориентирующих элементов используют продольные и поперечные торцы фундамента, а также отверстия лап машины и аппаратов.
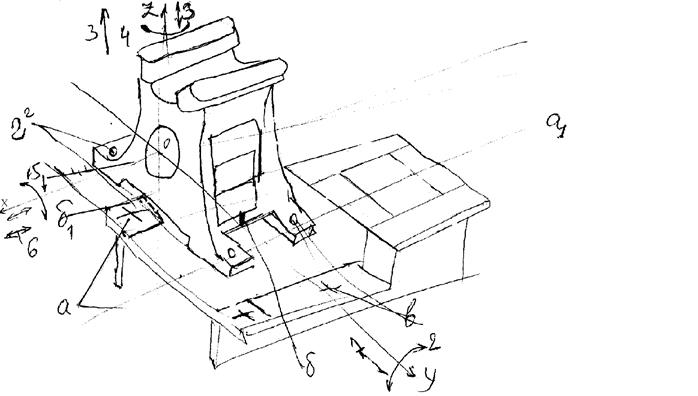
Рисунок 6.3 Ориентирующие элементы общей и местной технологических баз: аа1, бб1, в2 – местные базы; XYZ (123456) – общие базы.
Совмещение подвижных координат (местная база) машины или аппараты с неподвижной системой (общая база) фундамента определяет положение монтируемого оборудования на судне.
Технологическая операция определение положения оборудования на фундаменте с использованием баз называется базированием. Оно значительно упрощает монтаж, делает его точнее, сокращает трудоемкость монтажа оборудования и подводимых к нему трубопроводов.
Подготовка общей технологической базы состоит из 1) нанесения плазовых точек на корпусные конструкции; 2) проверки наличия осевых рисок на фундаменте; 3) контроля его установки на судне; 4) обработки опорных поверхностей. Струну натягивают между плазовыми точками. Она материализует ось коленчатого вала или ось симметрии машины или аппарата.
Для контроля фундаментов на судах применяют:
1.Поверочные линейки с уровнями
2.Гидростатические системы
3.Оптические приборы, например, визирные трубы, нивелиры.
Сущность оптико-механических методов измерения плоскости фундамента состоит в том, что отклонения профиля поверхности определяют по отношению к лучу света, которые распространяется прямолинейно от оптического прибора и принимается за исходную прямую отчета.
Предварительно в цехе фундаменты изготавливают в пределах допусков на размеры. Далее на судне их устанавливают с допустимым смещением и непараллельностью опорных поверхностей относительно базовых плоскостей судна.
Подготовка местной технологической базы заключается в проверке технического состояния машин и аппаратов, их опорных поверхностей, сопрягаемых с фундаментом, расконсервации и определение наличия осевых рисок. Места прилегания гаек и шайб фундаментных болтов должны быть подрезаны с соблюдением перпендикулярности оси отверстия фундаментального болта.
Этап II. Транспортировка и погрузка холодильного оборудования на судно.
При выполнении этого этапа монтажа необходимо обеспечить условия, исключающие деформации оборудования. На монтаж оборудование должно поступать без повреждения и в заводской упаковке; все патрубки должны быть заглушены. Снятые приборы и арматура должны быть маркированы.
Погрузка на судно осуществляется краном, а внутри судна такелажные работы по перемещению оборудования производят с помощью элементарных средств механизации. Заводы – изготовители предусматривают специальные отверстия в рамах, рамы, обухи приливку и т.д.
Этап III. Проверка координации оборудования на судне.
Под влиянием различных факторов: изменение температуры, спуск на воду, загрузка судна и. т. д. , и корпус судна в период эксплуатации деформируется. В результате изменяется положение базовых плоскостей, что затрудняет окончательный монтаж оборудования на судне. При этом наблюдаются упругие и остаточные деформации. Особенно опасны в период эксплуатации судна остаточные деформации, которые возникают от перераспределения напряжения после сварки корпуса судна. Результатом может, например, явиться нарушение соосности валов механизмов.
Для предотвращения этого необходимо повышение технологичности монтируемого оборудования, например, применение эластичных муфт, позволяет расширить допуски на соосность валов.
При окончательном закреплении на фундаменте оборудования необходимо соблюдать следующие допуски:
1.допускаются отклонения координат оборудования от осевых рисок фундамента в пределах ± 5 мм;
2.разрешаются отклонения по вертикали механизмов до 1 мм на метр высоты аппарата, но не > 3 мм на всю высоту;
3.отклонения от горизонтали механизмов, расположенных горизонтально, могут составлять до 3 мм на 1 м длины аппарата, но не > 6 мм на длину рамы механизма;
4.расстояние от машины или аппарата до соседнего оборудования должно быть не менее 10 мм. (с учетом теплоизоляции);
5.необходимо обеспечить возможность наблюдения, периодического контроля за оборудованием в период эксплуатации.
Дата добавления: 2016-07-22; просмотров: 5839;
Поиск по сайту
Узнать еще
- А- технологические этапы изготовления
- Абсолютные и относительные показатели экономичности турбин и турбоустановок
- Автоматическая защита и контроль работы холодильных установок.
- Автоматическое регулирование (РОУ) редукционно-охладительных установок.
- Автоматическое регулирование теплофикационных установок.
- Акушерство как наука. Этапы развития акушерства.
- Алгоритм и этапы решения задачи
- Алгоритмы и этапы проектирования цифровых устройств

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
