Производственный и технологический процессы
2.1. Термины и определения
Производственный процесс (ПП) - совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий. Структура ПП приведена на рис. 2.1.
Изделие (ГОСТ 2.101-68) (И) — любой предмет, подлежащий изготовлению на предприятии. В зависимости от назначения И делят на И основного и вспомогательного производства.
Основное производство — выпускает изделия, предназначенные для поставки (реализации).
Вспомогательное производство — выпускает изделия, предназначенные для нужд основного производства.
Программа выпуска изделий - перечень наименований изготавливаемых или ремонтируемых изделий с указанием объемов выпуска и сроков выполнения.
Объем выпуска изделий - количество изделий определенного наименования, типоразмера и исполнения, изготовляемых или ремонтируемых на предприятии в течение определенного интервала времени.
Серия изделия – все изделия, изготовленные по конструкторской и технологической документации без её изменения.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий или заготовок определённого наименования, типоразмера и исполнения.
Ритм выпуска - это количество изделий определённого наименования, типоразмера и исполнения, выпускаемых в единицу времени
Деталь - изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Сборочная единица (узел) — изделие, составные части которого подлежат соединению между собой сборочными операциями.
Заготовка - предмет производства, из которого изменением формы, размеров, шероховатости и свойств материала изготавливают деталь или сборочную единицу.
Исходная заготовка- заготовка перед первой технологической операцией.
Рабочее место — элементарная единица структуры предприятия, где размещаются исполнители работы, обслуживаемое ими оборудование, предметы груда и средства воздействия на них.
Технологический процесс (TTI) - часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства (ГОСТ 3.1109-82).
Технологические процессы изготовления изделий могут содержать составные части, различающиеся по методу исполнения:
а) формообразование;
б) обработка резанием;
в) термическая обработка;
г) сборка;
д) сварка;
е) электрохимическая или электрофизическая обработка;
ж) окраска;
з) контроль качества продукции; и ремонт и т.д.
Согласно ГОСТ 3.1109-73 ПI по целевому назначению разделяются на проектные, рабочие, перспективные, временные.
По степени универсальности могутбыть единичными, типовыми и групповыми
Единичный технологический процесс разрабатывается для изготовления или ремонта изделия конкретного наименования и типоразмера в определенных производственных условиях,
Типовой технологический процесс проектируют для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками.
В основу типизации положена классификация деталей, предложенная A.П Соколовским [8]. В качестве классификационных признаков приняты форма, размеры детали, точность и шероховатость поверхностей, материал детали. Классификация построена по схеме класс – подкласс – группа - подгруппа - тип (рис. 2.2).
Классификация носит конструкторский характер, а признаками общности служат технологические задачи и технологические процессы изготовления детали.
Групповой технологический процесс предназначен для изготовления или ремонта группы изделий с общими технологическими признаками на специализированных рабочих местах [9].
Классификационными признаками группы являются общность технологического оборудования, обрабатываемых поверхностей или их сочетаний (рис. 2.3).
По подробности описания ТП могут быть:
а) маршрутные - содержат перечень операций с указанием средств технологического оснащения и технико-экономических показателей ТП;
б) маршрутно-операционные - то же, что "а" с подробной разработкой документов на отдельные технологические операции;
в) операционные — то же, что "а" с подробной разработкой технологических документов на все операции технологического процесса.
Технологическая операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте. В технологической документации операция получает свое название по типу применяемого оборудования или методу обработки. Операциям присваиваются трехзначные номера 005, 010, 015, допускается нумерация 010,020,030.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценки; определяется потребное количество рабочих, средств технологического оснащения, производится календарное планирование и осуществляется контроль качества и сроков выполнения работ.
Устинов - часть технологической операции, выполняемая при неизменном закреплении заготовок или собираемых сборочных единиц Обозначение станов А Б, В. Г и т.д.
Позиция - фиксированное положение приспособления с неизменно закреплёнными в нем заготовкой относительно рабочих органов оборудования для выполнения части технологической операции. Обозначение – позиция I (II, III, IV и т.д),
Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Сопровождается изменением состояния объекта производства
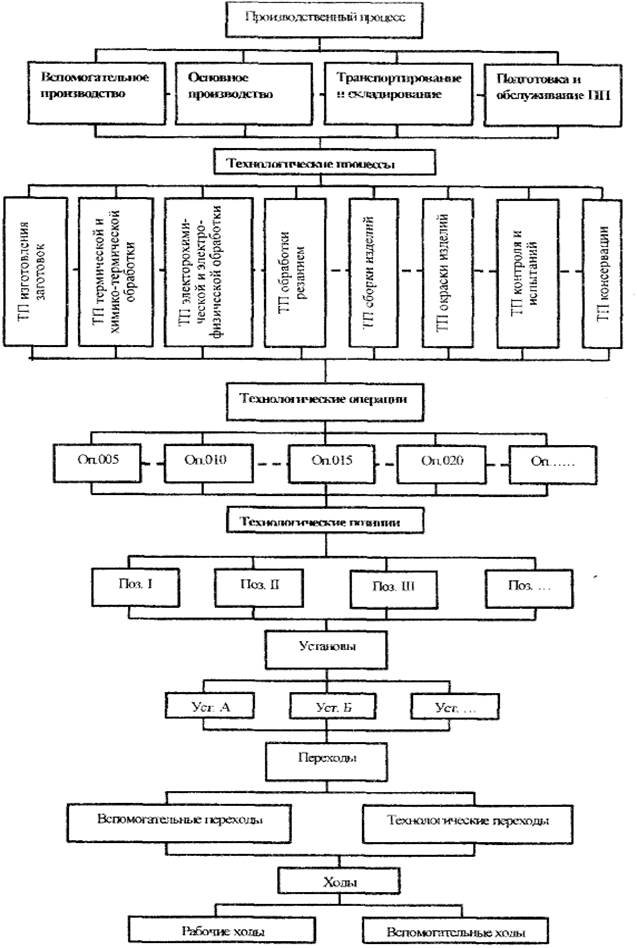
Рис. 2.1. Структура производственного процесса
Риc. 2.2 Классификация валов при типизации технологических процессов
Вспомогательный переход - законченная часть технологической операции, состоящая из действий работника и оборудования. Не сопровождается изменением состояния объекта производства, но необходима для выполнения технологического перехода
Переходы обозначаются арабскими цифрами: переход 1,2,3 и т.д..
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, сопровождаемая изменением состояния объекта.
Вспомогательный ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, и не сопровождаемая изменением его состояния.
Средства технологического оснащения - совокупность технологического оборудования, технологической оснастки и средств автоматизации или механизации.
Рис. 2.3. Классификация деталей по видам обработки и общности технологического маршрута
Технологическое оборудование — орудия производства, в которых размешаются объекты производства, средства воздействия на них, источники энергии.
Технологическая, оснастка - средства воздействия на объект производства: станочные приспособления для установки объекта; режущие, сборочные, вспомогательные инструменты; контрольно-измерительные средства
Норма времени — регламентированное время выполнения некоторого объема работ при выполнении технологического процесса в определенных производственных условиях одним или несколькими исполнителями.
Нормой выработки –регламентированное количество изделий, которое должно быть обработано или изготовлено в заданную единицу времени в определённых организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации
(например: 150 шт./мин. Работа 4-го разряда).
Дата добавления: 2020-10-14; просмотров: 806;
Поиск по сайту
Узнать еще
- RedOX процессы. Редоксиметрия
- V. Политропные процессы
- V. РЕЧЬ И РЕЧЕВЫЕ ПРОЦЕССЫ
- VIII.3. Антропогенные воздействия на неблагоприятные экзогенные процессы
- Автоматизированный технологический процесс в машиностроении
- Активно-возбудимые среды. Автоволновые процессы в сердечной мышце
- Анаэробные процессы
- Антропогенные процессы в атмосфере

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
