Технологичность конструкций изделий
Под технологичностью конструкции изделия (ТКИ) понимается совокупность свойств конструкции, которые обеспечивают изготовление, ремонт, техническое обслуживание изделия с наименьшими затратами при заданном качестве и принятых условиях изготовления, техобслуживания и ремонта (ГОСТ 14 201-83).
Отработка изделия на ТКИ представляет собой одну из наиболее сложных функций технологической подготовки производства. Обязательность отработки на ТКИ на всех стадиях их создания устанавливается государственными стандартами.
Термины и определения ТКИ установлены ГОСТ 14.201-83 и ГОСТ 14.205-83.
Различают технологичность:
1) производственную;
2) эксплуатационную;
3) при техническом обслуживании;
4) ремонтную;
5) заготовки;
6) детали;
7) сборочной единицы;
8) по процессу изготовления;
9) по форме поверхности;
10) по размерам;
11) по материалам.
ТКИ - это комплекс требований, содержащий 22 показателя, характеризующих технологическую рациональность конструктивных решений. Их можно разделить на две группы качественные и количественные характеристики.
К качественным показателям относятся:
- взаимозаменяемость узлов и деталей;
- регулируемость конструкции;
- контролепригодность;
- инструментальная доступность.
К количественным показателям относятся:
а) основные — трудоемкость изделия, технологическая себестоимость, уровень технологичности по трудоемкости, уровень по себестоимости;
б) дополнительные - относительные трудоемкости видов работ, коэффициент взаимозаменяемости, материалоемкость, энергоемкость, коэффициенты унификации, стандартизации, точности, шероховатости и т.д.
Количественные показатели применяют в четырех случаях:
1) для сравнительной оценки вариантов конструкции;
2) для определения уровня технологичности;
3) для накопления статистических данных с целью последующего определения базовых показателей;
4) для построения математических моделей с целью прогнозирования технического развития конструкции изделий.
Требования к технологичности конструкции изделий должны быть тесно увязаны с технологическими возможностями предприятия -изготовителя, которые зависят от типа производства,
Технологичность конструкции изделия, подвергаемого сборке, определяется следующими требованиями:
— габаритные размеры изделия по возможности должны быть минимальны;
—изделие должно быть расчленено на составные части (узлы), допускающие независимую сборку, контроль и испытания;
— унификацией составных частей изделия, т.е. сокращением номенклатуры деталей и узлов, входяших в состав изделия;
— применением стандартных или нормализованных составных частей изделия. Стандартизация предусматривает регламентацию конструктивных форм, параметров и норм качества изделий в масштабе государства. Нормализация - создание рядов сокращенной номенклатуры стандартных объектов в рамках отраслей производства или отдельных предприятий;
— разъемные соединения должны обеспечивать:
а) инструментальную доступность;
б) взаимозаменяемость соединительных элементов:
в) перпендикулярность плоскостей разъемов главной базовой оси симметрии сборочной единицы;
— удобством установки изделия при сборке;
— удобством контроля изделия без применения специальных контрольных средств;
— возможностью применения средств механизации при сборке;
— преемственностью конструкции изделия.
Технологичность конструкции деталей, подвергаемых обработке резанием, определяется:
1. Технологическими свойствами материала детали:
а) коэффициентом обрабатываемости резанием 
где V60 - скорость резания при стойкости инструмента Т = 60 мин и определенных условиях резания;
VЭ60 - то же для эталонного материала
В качестве эталонного материала выбрана сталь 45 (σв = 650МПа, НВ ≤ 179).
Коэффициенты обрабатываемости материалов приведется в специальной литературе [3,4].
Качественные характеристики обрабатываемости приведены в таблице 1.2;
б) обеспечением шероховатости обработанных поверхностей. В большинстве случаев вязкие, пластичные материалы дают после обработки резанием повышенную шероховатость и наоборот. В связи с этим необходимо учитывать следующее:
— в деталях из углеродистых сталей с содержанием углерода до 0,3% не рекомендуется назначать Ra = 6,3 мкм;
— среднеуглеродистые стали (С = (0,35 - 0,50)%) лучше обрабатывать после улучшения до HRСЭ = 25...30;
— высокоуглеродистые стали (У10, У12) лучше обрабатывать в отожженном состоянии;
— алюминиевые сплавы дают высокое качество поверхности после закалки и старения;
в) способностью подвергаться упрочняющей термообработке: прокаливаемостью; склонностью к трещинообразованию; склонностью к возникновению внутренних напряжений, ведущих к потере формы деталей.
2. Стоимостью материала детали.
Таблица 1.2
Возможность получения шероховатости поверхности
в зависимости от обрабатываемости материала
| Обрабатываемость материала | Кv | Возможность получения требуемой шероховатости |
| Высокая | 2,1 - 1,5 | очень трудно |
| Хорошая | 1,4-1,0 | без особых затруднений |
| Удовлетворительная | 1,0-0,8 | легко или без особых затруднений |
| Пониженная | 0,8-0,5 | легко |
| Низкая | менее 0,5 | легко |
3. Конфигурацией детали. Наиболее употребительные общие рекомендации по технологичности конструктивных форм детали следующие:
а) максимальная унификация и стандартизация конструктивных элементов детали;
б) возможность применения методов получения заготовок с наименьшими затратами;
в) размеры и поверхности детали должны иметь оптимальные требования точности и шероховатости;
г) конструкция детали должна обеспечивать возможность применения типовых технологических процессов ее изготовления;
д) наличие конструктивных элементов, обеспечивающих нормальную работу режущего инструмента (вход и выход);
е) конструкция должна обеспечить повышенную жесткость детали, что обеспечивает ее обработку на повышенных режимах;
ж) удобство установки заготовки при обработке ее поверхностей;
з) наличие конструктивных элементов, обеспечивающих автоматизацию установки заготовок на станках;
и) максимальное сокращение размеров обрабатываемых поверхностей;
к) возможность обработки наибольшего количества поверхностей с одного установа;
л) возможность одновременной обработки нескольких поверхностей;
м) возможность обработки напроход;
н) способ простановки размеров па чертеже должен учитывать особенности настройки инструментов на размер;
о) технические требования, заданные конструктором, не должны предусматривать, по возможности, особых методов и средств контроля.
Выполнение этих рекомендаций позволяет использовать при изготовлении деталей стандартные или нормализованные средства технологического оснащения, что обеспечивает снижение затрат на технологическую подготовку производства.
Конкретные примеры конструкторских решений представлены в таблице 1.3.
Таблица 1.3 Примеры повышения технологичности конфигурации деталей
| Основные технологические требования | Конструкция | Преимущества технологичной конструкции | |||
| нетехнологичная | технологичная | ||||
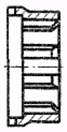
| Обрабатываемые плоскости не должны быть сплошными | 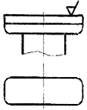
| 
| 1. Уменьшение расхода шлифовальных кругов. 2. Повышение точности и чистоты (обработки. 3. Снижение трудоемкости. | ||
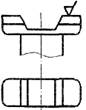
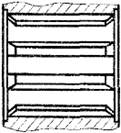
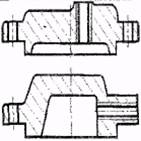
| Обрабатываемые плоскости следует располагать на одном уровне |
|
| 1. Возможность обработки в один проход производительными методами - торцовым фрезерованием, плоским шлифованием и протягиванием. 2. Возможность обработки нескольких деталей одновременно. 3. Упрощение контроля. | ||
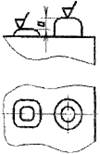
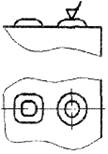
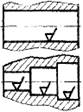
| Закрытые плоскости должны иметь переходную поверхность, соответ- ствуюцую размерам и виду инструмента | 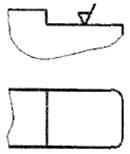
| 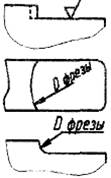
| 1. Снижение трудоемкости. 2. Применение производительных методов обработки и нормализованного режущего инструмента. | ||
| Продолжение таблицы 1.3. | |||||
| Шлицевые отверстия должны быть непрерывными | 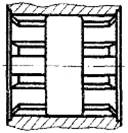
| 
| 1. Предохранение инструмента от поломок и повышение его стойкости. 2. Снижение трудоемкости обработки отверстия. | ||
| Следует избегать, глухих шлицевых отверстий | 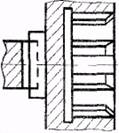
| 
| Возможность обработки отверстия производительным методом – протягиванием | ||
| В отверстиях не должно быть обрабатываемых выточек | 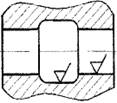
| 
| 1, Снижение трудоемкости. 2. Возможно применение производительных методов обработки. | ||
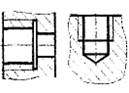
| Возможность нормального входа и выхода режущего инструмента | 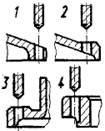
| 
| I. Предохранение инструмента от поломок 2. Повышение точности сверления, 3. повышение производительности. | ||
| Отверстия должны быть расположены так, чтобы можно было работать инструментом нормальной длины | 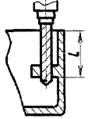
| 
| 1 . Применение нормализованного инструмента и более полное его использование. 2. Повышение точности обработки. | ||
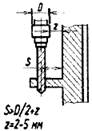
| Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы |
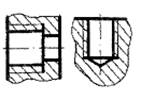
|
| 1. Улучшение качества резьбы. 2. Улучшение условий. 3. Снижение трудоемкости. | ||
| Конструкция отверстия с резьбой должна давать возможность работать резьбовым инструментом на проход |

|

| 1. Повышение производительности, 2. Улучшение условий работы инструмента 3. Применение инструмента, обладающего лучшими режущими свойствами. | ||
| Продолжение таблицы 1.3. | |||||
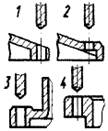
| Следует избегать наклонного расположения оси отверстия |

|
| 1. Упрощение конструкции приспособления. 2. Возможность одновременно обрабатывать другие отверстия при параллельном расположении осей. 3. Снижение трудоемкости обработки отверстий. | ||
| Следует избегать закрытых пазов, обрабатываемых концевыми фрезами | 
| 
| 1. Применение более производительного инструмента 2. Улучшение условии работы инструмента и особенно его врезания, 3. Снижение трудоёмкости обработки | ||
Более подробные рекомендации по повышению технологичности конструкций изделий приведены в специальной литературе [5, 6 и др.].
Дата добавления: 2020-10-14; просмотров: 798;
Поиск по сайту
Узнать еще
- А.1. Назначение и типы сборных элементов и конструкций
- Автоматизация расчета и построения базовых конструкций одежды
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Автоматизированная система управления запасами агрегатов и комплектующих изделий (АС “СКЛАД”).
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- АНАЛИЗ КОНСТРУКЦИЙ ЭЛЕМЕНТОВ СИСТЕМ ПОДРЕССОРИВАНИЯ ВГМ
- Арматура для железобетонных конструкций
- Арматура для железобетонных конструкций. Назначение арматуры и требования к ней

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
