Принцип экономии движений
Как показывают исследования, наличие сертификата соответст- вия, фактически подтверждающего безопасность инструмента и обо- рудования, не гарантируют его качество. Технические регламенты Ев- рАзЭС устанавливают МИНИМАЛЬНО необходимые требования, ка- сающиеся только вопросов безопасности на всех стадиях жизненного цикла оборудования.
Ведущие фирмы Японии, США и Западной Европы предпочитают вкладывать средства в поддержание точности оборудования, подго- товку кадров и профилактические мероприятия, чем в производство продукции низкого качества. Соотношение номенклатуры импортного оборудования к отечественному на рынке примерно 20:1. Интересный способ оптимизации размещения оборудования разработан на кафед- ре ЭАТиС МАДИ [22]. Рабочее место должно создавать необходимые условия для эффективных и простых рабочих движений, для чего сле- дует учитывать требования биомеханики, эргономики: инструменты на- до располагать по дуге так, чтобы рабочий мог достать каждый пред- мет и по кратчайшему пути переместить его к месту выполнения работ.
Во избежание лишних движений все инструменты размещают там, где они будут использованы. Схематически любое рабочее место можно разделить на ряд зон в зависимости от состава трудовых дви- жений, необходимых для перемещения предмета труда к месту его установки или снятия. Принято, что рабочее место в плане разделено на две основные зоны: А – находящуюся спереди от осевой линии расположения рабочего, и Б – сзади этой линии (рис. 9.9).
Каждая из зон разделена на секторы (1, 2 и 3) в зависимости от расположения по отношению к рабочему, а каждый сектор разделен концентрическими окружностями, определяющими расстояние места расположения предмета от рабочего (в м). Зоны делятся также в за- висимости от расположения предмета труда по высоте на верхние и нижние. Цифровая индексация построена так, что меньшие значения индексов соответствуют более удобным зонам. Кроме того, учитыва- ется расположение предмета труда по отношению к руке рабочего, которой он устанавливается (или снимается). Расположение предмета труда считается прямым, если он находится со стороны той руки, ко- торой он устанавливается для обработки, и считается обратным, если он находится с противоположной стороны (рис. 9.10).
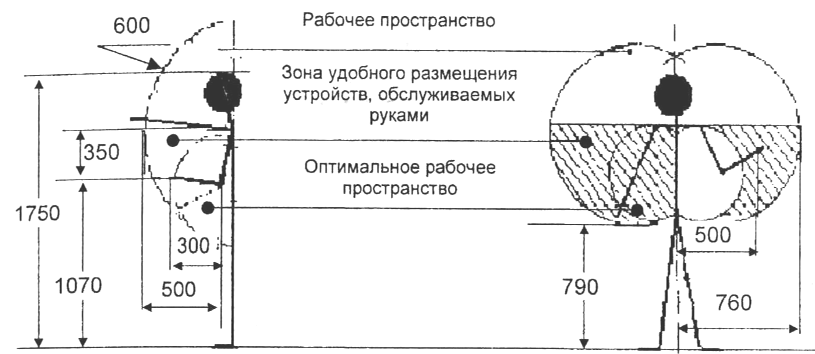
Рис. 9.9. Основные размеры рабочей зоны
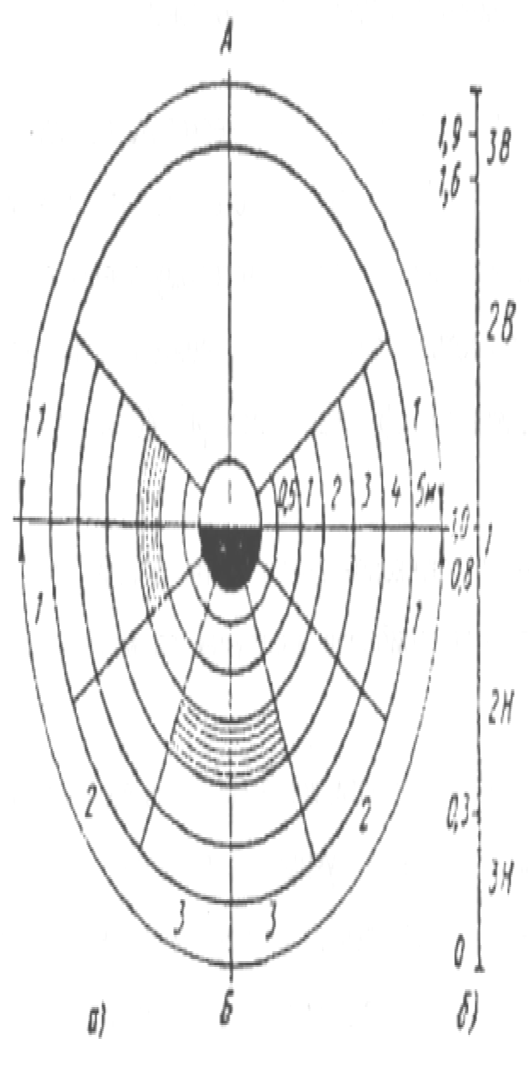
Рис. 9.10. Трудовые зоны рабочего места
Строится общая индексация расположения предмета труда или инструмента. Например, индекс Б-1-4-2В-П обозначает, что предмет труда находится в секторе 1 зоны Б на расстоянии 4 м от рабочего во второй верхней зоне со стороны той руки, которой он устанавливается для обработки.
Балльная система построена так, что с уменьшением затрат времени на манипуляции с предметом труда или инструментом число баллов возрастает: большее значение бальной оценки соответствует лучшей организации рабочего места, меньшее – худшей. Цена каждо- го балла соответствует примерно 0,01 мин. Таким образом, на мани- пуляцию с установкой или снятием одной детали время составит на
рабочем месте, оцененном в 25 баллов на 0,25 мин меньше, чем на рабочем месте, оцененном в 0 баллов [23] (табл. 9.4).
Балльная оценка определяется по предмету, расположение ко- торого оценивается в зависимости от расстояния между заготовками и обработанными деталями: до 0,5 м – 2 балла, до 1 м – 4 балла, до 2 м – 5 баллов.
Таблица 9.4
Зависимость балльной оценки от способа организации рабочего места
| Зона в плане | Расстояние, м | Расположение заготовок, деталей | Расположение инструментов | ||||||||||
| Прямое П | В выдвижных ящи- ках или на откры- тых полках в ложементах | В выдвижных ящиках без ло- жементов в один ряд | На полке навалом | ||||||||||
| Зона по высоте | |||||||||||||
| Баллы | |||||||||||||
| А1 | 0,5 | ||||||||||||
| А2 | 0,5 | ||||||||||||
| А3 | 0,5 | ||||||||||||
| Б1 | 0,5 | ||||||||||||
| Б2 | 0,5 | ||||||||||||
| Б3 | 0,5 |
Для повышения производительности труда и эффективности производства важно не уменьшение разовых затрат времени на уста- новку заготовки, смену инструмента, а уменьшение этих затрат в ба- лансе рабочего времени с учетом повторяемости приемов в течение рабочей смены. Особую актуальность данный подход имеет для круп- носерийного производства. Формула для оценки организации рабоче- го места в этом случае примет вид:
Б =n × б + б1
n
| + åб |
+ бу,
(9.7)
2n + 2
где n – число деталей при выполнении данной операции, не считая базовой детали; б, бо, бу – балльная оценка расположения на рабочем месте базовой детали при сборке, до сборки и узла соответственно; боi– балльная оценка оставшихся деталей, которые должны быть собраны с базовой.
Вопросы и задания по главе 9
1. В чем особенности проектирования нестандартного оборудования?
2. Каковы основные положения процессов проектирования оборудования?
3. В чем заключается системный подход к процессам проектирования?
4. Каковы требования к конструкциям СТО нестандартного оборудования?
5. Что входит в состав задания на проектирование?
6. Каковы этапы проектирования нестандартного оборудования?
7. В чем заключается экономический анализ и базирование деталей?
8. Каковы требования к корпусам, в том числе сборным?
9. Способы повышения износостойкости деталей стадии проектирования.
10. Каковы виды рольгангов и в чем их назначение?
11. Что такое технический потолок, его состав и назначение?
12. Каковы принципы конструирования нестандартного оборудования?
13. Что такое секционирование, компаундирование, модифицирование, ин- версия, блочно-модульное проектирование, комплексная стандартизация?
14. Какие предъявляются требования к разработке нестандартизованного оборудования?
15. В чем принцип размещения на рабочем месте инструмента?
16. Перечислите инструменты «бережливого производства».
17. Какова система балльной оценки качества организации рабочего места?
Дата добавления: 2022-04-12; просмотров: 315;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
