Установочные (настроечные) и направляющие элементы
Проектирование нестандартизованного оборудования следует начинать с базирования обрабатываемого изделия относительно ин- струментов и других деталей и узлов машин и механизмов. Размес- тить деталь на приспособлении или на станке можно используя прин- ципы базирования деталей на станках. При этом рекомендуется ис- пользовать технологические базы, используемые при изготовлении деталей и сборочных узлов или использовать опорные элементы аг- регатов и узлов. Принципы базирования представлены на рис. 9.1.
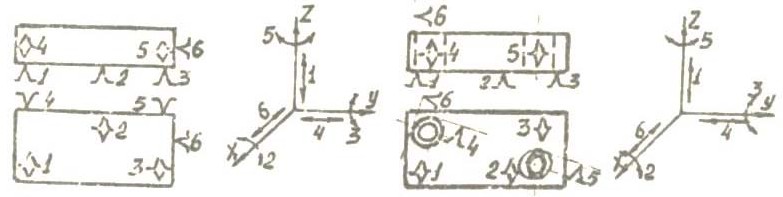
Установка по плоскости Установка по плоскости
и двум боковым сторонам и двум отверстиям (на пальцы)
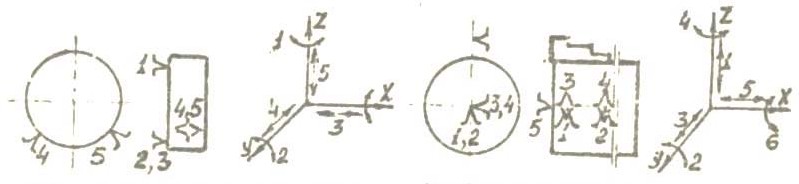
Установка диска в трех- Установка вала кулачковом патроне в трехкулачковом патроне
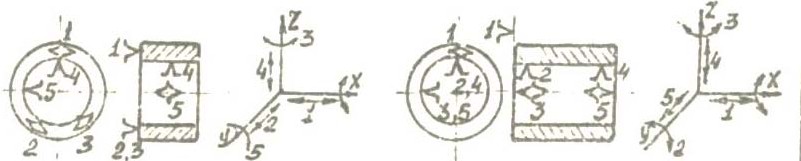
Установка втулки на оправке Установка втулки на оправке с зазором и по торцу без зазора и по торцу
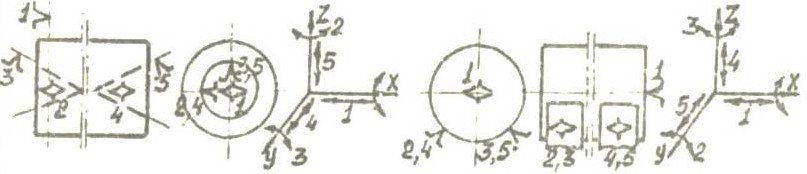
Установка вала в центрах Установка вала на двух призмах и по торцу
Рис. 9.1. Принципы базирования деталей
Используя принципы ограничения степеней свободы, размеща- ют детали и узлы на приспособлениях для ремонта и диагностирова- ния. Так детали класса валы базируют, используя производственные базы в центрах или на двух призмах. Полезными являются принципы закрепления режущего инструмента на станках. Настройка фрезерных станков на необходимый размер производится с помощью различных установок – высотных (ГОСТ 13443-68), высотных торцовых (ГОСТ 13446-68), угловых (ГОСТ 13445-68, ГОСТ 13446-68). При этом приме- няют различные щупы, размещаемые между режущим лезвием и ус- тановом: плоские (ГОСТ 8925-68), цилиндрические (ГОСТ 8926-68).
Для повышения жесткости режущих инструментов и точности обработки отверстий при сверлильных и расточных работах и устра-
нения упругих отжатий инструментов применяют кондукторные и на- правляющие втулки.
Неподвижные кондукторные втулки различают: постоянные по ГОСТ 18429-73, постоянные с буртиком – ГОСТ 18430-73 и на сменные без буртика – ГОСТ 15352-73, сменные по ГОСТ 18431-73, быстрос- менные – ГОСТ 18432-73, а также промежуточные – ГОСТ 18433-73 и ГОСТ 18434-73, которые служат для установки сменных и быстросмен- ных кондукторных втулок для уменьшения износа плиты. При растачи- вании отверстий для направления инструмента применяют вращаю- щиеся втулки на шариковых подшипниках. Кондукторные втулки изго- тавливают из сталей 9ХС, У10А с закалкой до HRС 59…63; а также из сталей 20 и 20Х с цементацией и закалкой до той же твердости.
Дата добавления: 2022-04-12; просмотров: 444;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
