Системи допусків і посадок. Загальні положення
Точність деталі визначається точністю розмірів, шорсткістю поверхні, точністю форми поверхонь, точністю розташування і хвилястістю поверхонь.
Для забезпечення точності розмірів в Україні діє Єдина система допусків і посадок (ЄСДП), яка створена на основі системи ІСО. У 1949 р було вирішено в основу системи ІСО покласти систему ІСА, опубліковану в бюлетені ISA25 (1940) і звіті комітету ISA-3 про цю систему (грудень 1935). В даний час система ІСО прийнята більшістю країн-членів ІСО.
У ЕСДП в першу чергу стандартизовані базові елементи, необхідні для отримання різних полів допусків отворів і валів. Кожне поле допуску можна уявити сполученням двох характеристик, що мають самостійне значення, - величини допуску та його положення щодо номінального розміру.
Допуск залежить від квалитету и размеру
Т = а×i, (2.10)
де а - число одиниць допуску, залежне від квалітету і не залежне від но-номінального розміру;
i- одиниця допуска.
Для нормування необхідних рівнів точності встановлені квалітети виготовлення деталей і виробів. Під квалітетом (за аналогією з франц. Qualiti - якість) розуміють сукупність допусків, що характеризуються постійною відновлювальною точністю (обумовленої коефіцієнтом а) для всіх номінальних розмірів даного діапазону (наприклад, від 1 до 500 мм). Точність в межах одного квалітету залежить тільки від номінального розміру. У ЕСДП встановлено 21 квалітет: 01, 0, 1, 2, ..., 19. Квалітет визначає допуск на виготовлення і, отже, методи і засоби обробки і контролю деталей машин.
Для квалітетів 5 - 19 число одиниць допуска а відповідно дорівнює 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000, 1600, 2500 и 4000.
Одиниця допуска (мкм) для розмірів до 500 мм
i = 0,45  ; (2.11)
; (2.11)
для розмірів більше 500 до 10000 мм
i = 0,004×D + 2,1, (2.12)
де D — середнє геометричне крайніх розмірів кожного інтервалу, мм.
Для розмірів менше 1 мм допуски по квалітетами 14 - 19 не призначають.
Основне відхилення - одне з двох відхилень (верхнє або нижнє), що використовується для визначення положення поля допуску відносно нульової лінії. В системі ЕСДП таким відхиленням є відхилення, найближче до нульової лінії.
Основне відхилення (положення поля допуску відносно нульової лінії), залежне від нормального розміру, позначається буквою латинського алфавіту - прописаний для отворів (від А до Z) і малої - для валів (від а до z) На рис. 2.3 наведені основні відхилення отворів і валів в системах ISO та ЕСДП.
Відхилення a - h (A - H) призначені для утворення посадок з зазором, js - zc (Js - ZC) - для посадок з натягами та перехідних, причому для перехідних зазвичай застосовують відхилення js, k, m, n (Js, K, M, N). Поля допусків вала js і отвори Js розташовуються симетрично по обидві сторони від нульової лінії. Для кожного літерного позначення абсолютна величина і знак основного відхилення вала визначаються за емпіричними формулами, наведеними в державному стандарті.
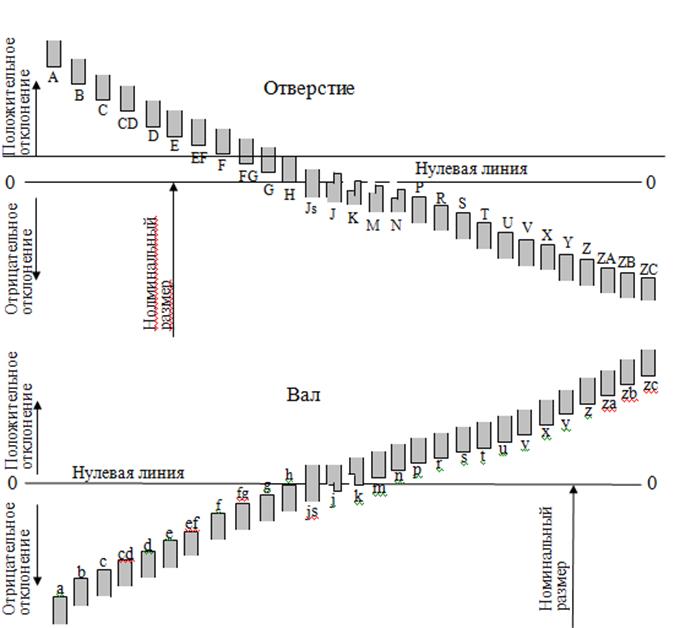
Рисунок 2.3 - . Основні відхилення отворів і валів
Абсолютна величина і знак основного відхилення отвору визначаються по основному відхиленню валу, позначеному тією ж буквою, за загальними або спеціальними правилами.
Загальне правило визначення основних відхилень отворів - основне відхилення отвору повинно бути симетрично щодо нульової лінії основного відхиленню валу, позначеному тією ж буквою:
ЕI = - es - для отворів від А до Н, ЕS = - ei - для отворів від I до ZC. Виняток становить відхилення отворів квалітетів від 9 до 16 розмірів понад 3 мм, у яких основне відхилення ЕS = 0.
Спеціальне правило визначення основних відхилень отворів: дві відповідні один одному посадки в системі отвору і в системі вала, в ко-торих отвір даного квалітету з'єднується з валом найближчого, більш точ-ного квалітету (наприклад, Н7 / р6 і Р7 / h6), повинні мати однакові зазори і на-тяги (рис. 4.4):
Es = - ei + D, (2.13)
де D = ITn – ITn-1, тобто D дорівнює різниці між допуском розглянутого ква-літета, з яким буде поєднуватися дане основний відхилення, і допуском найближчого, більш точного квалітету. Правило дійсно для отворів розміри понад 3 мм: J, K, M і N до IT8 включно і від Р до ZC до IT7 включно.
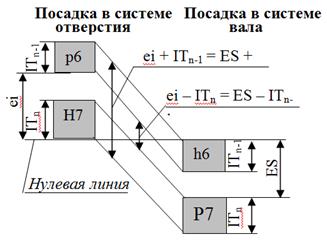
Рисунок 2.4 - Схема визначення основних відхилень отворів за спеціальним правилом
Розрізняють дві рівноцінні системи освіти посадок - систему отве-рстія і систему вала (рис. 2.5). Посадки в системі отвору - це посадки, в яких різні зазори і натяг виходять з'єднанням різних валів з основним отвором. У основного отвору нижнє відхилення дорівнює нулю, а основне позначається Н. На кресленні такі посадки позначаються наступним чином: Æ50Н9/d9; Æ50H7/r6; Æ50H7/k6.
Посадки в системі вала - це посадки, в яких різні зазори і натя-ги виходять з'єднанням різних отворів з основним валом. У основного вала верхнє відхилення дорівнює нулю, а основне позначається h. На кресленні та-кі посадки позначаються, наприклад, Æ50 D9/h9; Æ50R7/h6; Æ50K7/h6.
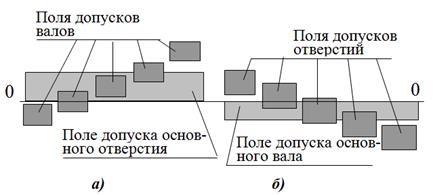
Рисунок 2.5 - Приклади посадок в системах: а - отвору; б – вала
Посадки в системі вала - це посадки, в яких різні зазори і натяги виходять з'єднанням різних отворів з основним валом. У основного вала верхнє відхилення дорівнює нулю, а основне позначається h. На кресленні такі посадки позначаються, наприклад, Æ50 D9/h9; Æ50R7/h6; Æ50K7/h6.
Допускається застосування комбінованих посадок, в яких отвір і вал виконані в різних системах. Наприклад, у посадки Æ50F8/f7 отвір виконано в системі вала, а вал - в системі отвору.
Для побудови рядів допусків кожен з діапазонів розмірів, в свою чергу, розділений на кілька інтервалів. Для номінальних розмірів від 1 до 500 мм встановлено 13 інтервалів: до 3, понад 3 до 6, понад 6 до 10 мм, ..., понад 400 до 500 мм.
Для полів, що утворюють посадки з великими зазорами або натягами, введе-ни додаткові проміжні інтервали, що зменшує коливання зазо-рів і натягов і робить посадки більш визначеними. Для всіх розмірів, об'єд-наних в один інтервал, значення допусків прийняті однаковими, оскільки призначати допуск для кожного номінального розміру недоцільно, т. К. Таб-лиці допусків в цьому випадку вийшли б громіздкими, а самі допуски для суміжних розмірів відрізнялися б один від іншого незначно.
У формули (2.13) і (2.12) для визначення допусків і відхилень у системі ІСО і ЕСДП підставляють середнє геометричне крайніх розмірів кожного інтервалу:
 . (2.14)
. (2.14)
Для інтервалу до 3 мм приймають  .
.
Діаметри по інтервалах розподілені так, щоб допуски, підраховані по крайнім значенням в кожному інтервалі, відрізнялися від допусків, підрахований-них за середнім значенням діаметра в тому ж інтервалі, не більше ніж на 5-8%.
Полями допусків переважного застосування, виділеними за прин-ципу уніфікації за ГОСТом 25347 - 82 (для розмірів 1 - 500мм) є 16 по-лей валів (g6, h6, js6, k6, n6, p6, r6, s6, js7, h7, e7, h8, d9, h9, d11 і h11) і 10 полів отворів (Н7, Js7, K7, P7, N7, F8, H8, E9, H9 і Н11).
Посадки, як правило, мають призначатися в системі отвори або системі вала. Застосування системи отвори переважніше. Систему вала слід застосовувати тільки в тих випадках, коли це виправдано конструктивними або економічного умовами, наприклад, якщо необхідно отримати різні посадки кількох деталей з отворами на одному гладкому валу.
При номінальних розмірах від 1 до 500 мм рекомендується призначати переважно посадки в системі отвору: Н7/е8; Н7/f7; Н7/g6; Н7/h6; Н7/ls6; Н7/k6; Н7/n6; Н7/р6; Н7/r6; Н7/s6; Н8/е8; Н8/h7; Н8/h8; Н8/d9; Н9/d9; Н11/d11; Н11/h1; в системе вала: F8/H6; Н7/h6; Js7/h6; К7/h6; N7/h6; Р7/h6; Н8/h7: Е9/h8; Н8/h8; Н11/h11.
Крім зазначених посадок допускається застосування інших посадок, образо-ванних полями допусків валів і отворів по ГОСТу 25347 - 82 *. При цьому рекомендується, щоб посадка ставилася до системи отвори або системі вала і щоб при неоднакових допуски отвору і валу більший допуск був у отвору і допуски отвору і валу відрізнялися не більше ніж на два квалітету.
Приклад .Визначити граничні розміри, допуски, зазори в з'єднанні при посадці з зазором Æ40Н7/f7. Граничні відхилення взяті по ГОСТу 25346—82. Отвір: номінальний розмір 40 мм; ЕS == 0; ЕI == +25 мкм; Dmin == 40 мм; Dmах == 40,000 + 0,025 == 40,025 мм; TD == 40,025 — 40,000 = 0,025 мм. Вал: номінальний розмір 40 мм; ei = -50 мкм; es = -25 мкм; dmin = 40,000 – 0,050 = 39,950 мм; dmax = 40,000 – 0,025 = 39,975 мм; Td = 39,975 – 39,950 = 0,025 мм. З’єднання: номінальний розмір 40 мм; Smax = 40,025 – 39,950 = 0,075 мм; Smin = 40,000 – 39,975 = 0,025 мм; TS = 0,075 – 0,035 = 0,050 мм или TS = TD + Td = 0,025 + 0,025 = 0,050 мм.
Системи допусків і відхилень для розмірів св. 500 до 3150 мм установ-лени по ГОСТу 25346 - 89; для розмірів св. 3150 до 10000 мм - за ГОСТом 25348 - 82 *; для розмірів понад 10000 до 40000 мм - за ГОСТом 26179 - 84; для деталей з пластмас - за ГОСТом 25349 - 88.
Дата добавления: 2016-07-22; просмотров: 10037;
Поиск по сайту
Узнать еще
- Cистеми числення і способи переведення чисел із однієї системи числення в іншу
- Інструментальні системи для мережі Internet
- Інтегровані економічні інформаційні системи
- Інформаційні системи і технології в логістиці
- Інформація та документація. Керування документаційними процесами. Частина 1. Основні положення.
- Інші показники системи національних рахунків
- Архітектура системи стандарту UMTS
- Ассортимент зеленых насаждений. Виды посадок. Нормативы по размещению зеленых насаждений.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
