ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП)
Системой допусков и посадок называют совокупность допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов
Основная закономерность построения допусков размеров IТ(Т), мкм, имеет вид IT(T)=Ki,
где К - число единиц допуска; коэффициент, характеризующий квалитет;
i - единица допуска, мкм.
Квалитет - это совокупность (ряд) допусков для всех номинальных размеров, соответствующих одной степени точности. Квалитеты установлены для нормирования требуемых точностей изготовления размеров деталей изделий различного назначения.
Допуск, характеризующий точность, в пределах одного квалитета зависит только от номинального размера, входящего в единицу допуска i.
В ЕСДП предусмотрено 20 квалитетов, которые обозначают арабскими цифрами. С увеличением номера квалитета точность понижается (допуск увеличивается).
Допуск по квалитету обозначается буквами IT с указанием рядом номера квалитета, например IT8 - допуск по 8-му квалитету.
Область применения квалитетов:
• квалитеты от 01-го до 4-го используют при изготовлении концевых мер длины, калибров и контркалибров, деталей измерительных средств и других высокоточных изделий;
•квалитеты от 5-го до 12-го применяют при изготовлении деталей, преимущественно образующих сопряжения с другими деталями различного типа;
•квалитеты от 13-го до 18-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния на работоспособность изделий.
Число единиц допуска (К) для соответствующих квалитетов
Таблица. 1.1.
| Квалитет | ||||||||||||||||
| К | 2,7 | 3,7 |
Для высокоточных квалитетов IT01=0,3+0,008D IT0=0,5+0,012D IT1=0,8+0,020D
, где D- средний геометрический диаметр интервала номинальных размеров 
Единица допуска функционально связана с номинальным размером  и является масштабом для измерения допуска.
и является масштабом для измерения допуска.
Для диапазона размеров1-500 мм 
Диапазон размеров 1-500 мм разбит на 13 основных интервалов:
Свыше 1 до 3 мм; Свыше 30 до 50 мм; Свыше 250 до 315 мм
Свыше 3 до 6 мм; Свыше 50 до 80 мм; Свыше 315 до 400 мм
Свыше 6 до 10 мм; Свыше 80 до 120 мм; Свыше 400 до 500 мм.
Свыше 10до 18 мм; Свыше 120 до 180 мм;
Свыше 18 до 30 мм; Свыше 180 до 250 мм;
Для диапазона размеров свыше 500 до 10000 мм единица допуска, мкм:

Для рассматриваемого диапазона установлено так же 13 основных интервалов:
Свыше 500 до 630 мм; Свыше 2500 до 3150 мм.
Свыше 630 до 800 мм; Свыше 3150 до 4000 мм;
Свыше 800 до 1000 мм; Свыше 4000 до 5000 мм;
Свыше 1000 до 1250 мм; Свыше 5000 до 6300 мм;
Свыше 1250 до 1600 мм; Свыше 6300 до 8000 мм;
Свыше 1600 до 2000 мм; Свыше 8000 до 10000 мм
Свыше 2000 до 2500 мм
Например для интервала от 50 до 80 мм.  мм.
мм.
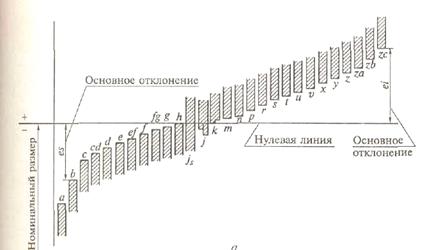
Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии.
В ЕСДП таким отклонением является отклонение ближайшее к нулевой линии.
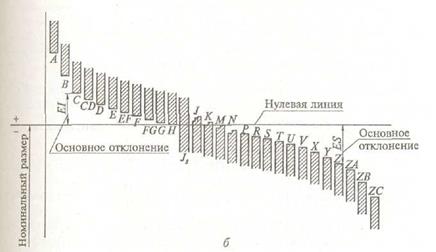
Основное отклонение обозначается буквой латинского алфавита - прописной для отверстий (от А до Z) и строчной – для валов (от а до z).
|
Рис.1.11 Основные отклонения для валов.
|
Рис.1.12 Основные отклонения для отверстий.
Посадки в системе отверстия – это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. У основного отверстия нижнее отклонение равно нулю, а основное отверстие обозначается Н. На чертеже такие посадки обозначаются:
Æ50Н9/d9; Æ50 Н7/к6; Æ50Н7/k6.
Посадки в системе вала – это посадки, в которых различные зазоры натяги получаются соединением различных отверстий с основным валом. У основного вала верхнее отклонение равно нулю, а основное отверстие обозначается h. На чертеже такие посадки обозначаются, например: Æ50D9/h9; Æ50 R7/h6; Æ50K7/h6.
Дата добавления: 2020-10-14; просмотров: 796;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- X. ВСЕРОССИЙСКАЯ ЕДИНАЯ РОДОСЛОВНАЯ КНИГА РКФ (ВЕРК)
- Єдина державна система цивільної оборони населення та територій
- Ідеальна центрована оптична система

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
