Поршневые пальцы. Осевая фиксация поршневых пальцев. Зазоры между поршневым пальцем и шатуном. Заглушки поршневых пальцев. Смазка поршневых пальцев.
Поршневой палец:
- нагружен тепловыми нагрузками
- силы знакопеременные
- тепловые нагрузки за счет трения и от поршня.
- возвратно-поступательные движения вместе с поршнем и вращательные движения вокруг оси поршневого пальца.
Способы установки:
1. 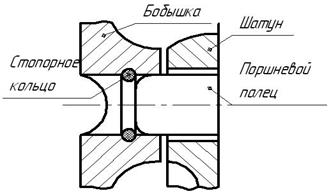 Плавающий (используется наиболее часто):
Плавающий (используется наиболее часто):
«+» 1. возможность проворачивания в шатуне и поршне, низкая относительная скорость скольжения пальца.
2. небольшая сила трения
3. небольшие выделения тепла.
4. равномерный износ.
5. меньше опасность заедания
- Поршневой палец закреплен в поршне (встречается редко)
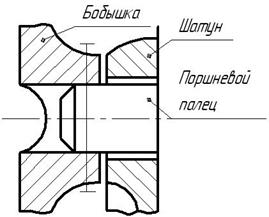 Закрепляется прессованием или фиксируется.
Закрепляется прессованием или фиксируется.
- Поршневой палец закреплен в головке шатуна (используют в тихоходных судах)
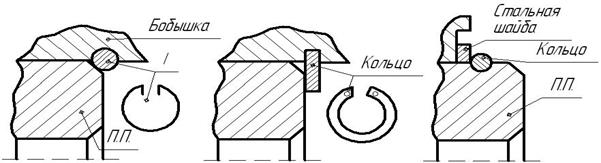 Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.
Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.
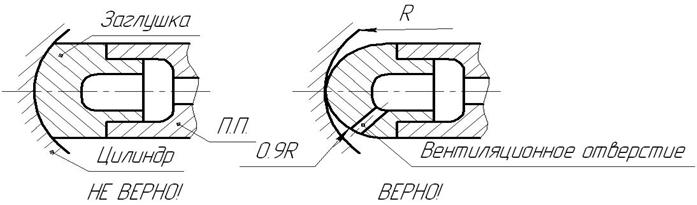 Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Между крайними точками заглушек и стенками цилиндра Формируется зазор равный »0,5мм, который (встречается) остается стабильным на горячем двигателе.
Преимущества заглушек:
- Легче проникновение масла в зазор между пальцем и бобышкой поршня.
- Выше радиальная жесткость.
- Лучше отвод тепла.
Недостатки заглушек:
- Длина поршневого пальца с заглушками равна » диаметру цилиндра Þ утяжеляет конструкцию.
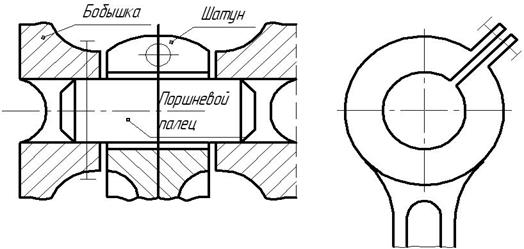
Форма поршневого пальца.

Смазка осуществляется под давлением. Зазор между поршневым пальцем и втулкой шатуна в рабочем состоянии меняется незначительно. Зазор между поршневым пальцем и поршнем в рабочем состоянии:
y¢ = 0,001¸0,0015
относительный зазор:
D1 = dБОБ - dПП
D = d¢БОБ - d¢ПП
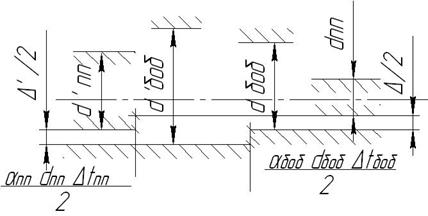
d¢БОБ = dБОБ+aБОБ· dБОБDtБОБ
d¢ПП = dПП+ aПП· dППDtПП
DtПП = t¢ПП - tПП
D¢ = dБОБ+aБОБ· dБОБDtБОБ - dПП - aПП· dППDtПП
D¢ = D + dПП·(aБОБDtБОБ - aППDtПП)
y¢ = y + aБОБDtБОБ - aППDtПП
D = D¢ - dПП·(aБОБDtБОБ - aППDtПП)
y = y¢ - aБОБDtБОБ + aППDtПП
Зазор между поршневым кольцом и бобышкой поршня в холодном состоянии часто «-». На практике используют либо минимальный зазор, а в абсолютных величинах D = 0,01¸0,015мм, поршневой палец при этом от руки вставляется; либо используется нулевой или «-» натяг. При этом поршень нагревается до 50¸60º и в него вставляется палец с зазором D= 0,01¸0,015мм. Т.к. зазоры поршневого пальца с шатуном и бобышкой поршня различны, то при назначении допуска по системе отверстия поршневой палец должен быть ступенчатым. Для облегчения производства и повышения точности поршневой палец делается одного диаметра, а посадки назначают в системе вала.
Для изготовления поршневых пальцев используют следующие материалы:
Наиболее распространенные стали (Ст15, Ст20, …). Если в двигатели нагрузки высокие, то используют легированные стали (15ХМ, 38ХА, и т.д.).
Поверхность поршневых пальцев цементируется на глубину 0,5…1,5мм с последующей закалкой и отпуском, или азотируют (сложно, дорого, вредно).
Дата добавления: 2019-02-08; просмотров: 1724;
Поиск по сайту
Узнать еще
- А плотность распределения вероятности промежутков времени между заявками
- Аксиально – поршневые насосы.
- Аксиально-поршневые гидромашины.
- Аксиально-поршневые насосы
- Аксиально-поршневые насосы
- АКСИАЛЬНО-ПОРШНЕВЫЕ НАСОСЫ И ГИДРОМОТОРЫ
- Аксиально-поршневые насосы регулируемой подачи
- АКСИАЛЬНЫЕ РОТОРНО-ПОРШНЕВЫЕ НАСОСЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
