ОБОРУДОВАНИЕ ДЛЯ ГИГРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК
После расстойки тестовые заготовки перед выпечкой обвариваются в кипящей воде в течение 0,5-2 мин или-ошпариваются паром от 4 до 90 с.
Для обварки тестовых заготовок на механизированных предприятиях применяются обварочные машины разных конструкций и ошпарочные аппараты, объединенные с тупиковой печью одним конвейером.
Ошпарочная машина, применяемая на предприятиях (рис. 174), состоит из закрытого цилиндрической формы металлического барабана 1 с изоляцией и внешним кожухом, вала 4 с двумя кольцами 2, между которыми подвешены шесть двухъярусных люлек6 размером 1920 X 350 мм.
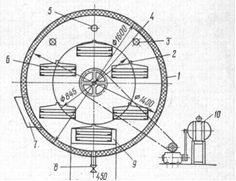
Рис. 174. Ошпарочная машина тестовых колец бараночных изделий
В верхнюю часть барабана по трубам 3 подается пар от котельной предприятия. Для наблюдения за температурой внутри барабана установлен угловой термометр 5. В дне барабана предусмотрен кран 8 для спуска конденсата, образуемого внутри барабана. Сбоку в нижней части барабана предусмотрен люк 7 для монтажа и ремонта люлек, а в нижней части торцовой стены расположены дверцы 9 для загрузки и выгрузки решеток с тестовыми заготовками.
Насыщенный пар давлением 50-80 кПа подается в верхнюю зону барабана, где создается паровой мешок. Продолжительность ошпарки тестовых заготовок составляет 70-75 с.
Привод машины осуществляется от электродвигателя10 через клиноременную передачу, шестеренный редуктор и цепную передачу на вал машины.
Производительность ошпарочной машины при выпечке бараночных изделий составляет 3 т в сутки.
Ошпарочно-печной агрегат, созданный по предложению Е. И. Бурлаченко и А. Д. Сдобникова (рис. 175, а), состоит из ошпарочной камеры / и реконструированной печи ФТЛ-2.
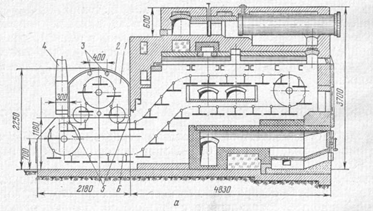
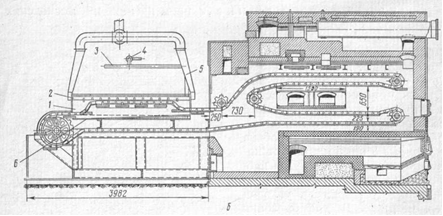
Рис. 175. Ошпарочно-печной агрегат: а- конструкции Е. И. Бурлаченко и А. Д. Сдобникова; б - Ленинградского типа.
Ошпарочная камера ограждена колпаком 2 из нержавеющей листовой стали с изоляцией наружных поверхностей асбослюдяной массой. На передней стороне колпака расположен вытяжной зонт4, соединенный с вентиляционной системой предприятия.
Для подачи пара в камеру в верхней зоне предусмотрены две трубы 3 с отверстиями в нижней части, которые заключены в чехлы из труб большого диаметра с отверстиями, направленными в противоположную сторону. Для уменьшения вентиляции пекарной камеры предусмотрены два подвесных фартука 5.
Ошпарочная камера и печь имеют общий конвейер, на котором при двухъярусном расположении конвейера размещено 36 люлек размером 1920 * 350 мм, в том числе в зоне ошпарки 7 люлек.
Агрегат приводится в движение от электродвигателячерез ременную передачу, вариатор скорости, червячный редуктор и цепную передачу.
Металлические листы с отверстиями (или сетки) из нержавеющей стали с тестовыми заготовками устанавливают на люльки, которые поступают в камеру для паровой ошпарки. Продолжительность ошпарки 0,5-2 мин. Затем люльки перемещаются в пекарную камеру, где тестовые заготовки подсушиваются и выпекаются.
Производительность ошпарочно-печного агрегата (при двухъярусном конвейере печи) при выработке баранок составляет 4-4,2 т в сутки и сушек 3-3,6 т в сутки.
Ошпарочно-печной агрегат, применяемый на ленинградских заводах (рис. 175, б) для четырехъярусной печи ФТЛ-2, состоит из прямоугольной металлической камеры 1, изолированной со всех сторон, внутри которой под крышкой расположена гребенка2с 25 парораспределительными трубками с отверстиями, и реконструированной печи ФТЛ-2. Пар из котельной предприятия для ошпарки тестовых заготовок подается по трубе3, краном4 регулируется его подача в гребенку камеры. Для удаления излишка пара предусмотрены зонты 5, соединенные воздуховодами с заводской вентиляцией. Для стока конденсата служит поддон 6.
Ошпарочная камера и печь имеют общий конвейер с 56 люльками размером 1920 X 340 мм. Из 56 люлек в печи находится 40, в ошпарочной камере - 4. Приводится конвейер от электродвигателячерез червячный редуктор и цепную передачу. Производительность ошпарочно-печного агрегата составляет при выпечке бараночных изделий в среднем 6,5 т/сут.
Дата добавления: 2020-07-18; просмотров: 996;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
