ПРИНЦИПЫ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ
Необходимой предпосылкой успешного применения статистического приемочного контроля является соблюдение двух принципов:
1) обеспечение представительности выборки;
2) обеспечение случайного отбора единиц продукции в выборку.
Представительность выборки достигают путем обеспечения однородности партии, исключая смешивание неоднородных партий. В тех случаях, когда сформировать однородную партию не удается, то следует партию разделить на подгруппы, составленные из однородной продукции и для каждой подгруппы отбирать единицы продукции пропорционально объему подгруппы.
Случайность отбора единиц продукции в выборку достигают с помощью различных методов случайного отбора. Наилучшим образом случайность отбора единиц продукции в выборку обеспечивается с помощью таблиц случайных чисел по ГОСТ 11.003 – 73.
Метод случайного отбора единиц продукции в выборку устанавливают в зависимости от способа их представления на контроль. ГОСТ 18321 – 73 предусматривает четыре способа представления продукции на контроль:
1) ряд;
2) в упаковке;
3) россыпь;
4) поток.
Способ «ряд» характеризуется тем, что единицы продукции, поступающие на контроль, должны быть упорядочены и могут быть пронумерованы и легко извлечены под любым номером. В этом случае используют метод отбора единиц продукции в выборку с применением таблиц случайных чисел, по которым определяют номера единиц продукции, извлекаемых в выборку.
Способ «в упаковке» аналогичен способу «ряд» с той лишь разницей, что продукция находится в упаковочных единицах. Как правило, отыскать и достать единицу продукции можно лишь при нарушении упаковки.
Способ «россыпь» характеризуется тем, что единицы продукции поступают на контроль неупорядоченно, сложно пронумеровать каждую единицу продукции и извлечь под определенным номером. В этом случае используют метод отбора единиц продукции в выборку «вслепую».
Способ «поток» отличается тем, что единицы продукции поступают на контроль непрерывным потоком, можно извлечь в выборку каждую вторую, пятую или десятую единицу продукции в зависимости от объема выборки.
ПЛАНЫ КОНТРОЛЯ
Планы контроля. Разработка правил контроля
План контроля – описание последовательности действий, которые необходимо произвести для принятия обоснованного решения о принятии или браковке партии, включающее в себя сведения о количестве, последовательности и объеме выборок и о правилах принятия решений по результатам их контроля [8].
Для разработки правил контроля необходимо установить:
1. Контролируемые показатели качества продукции
2. Виды дефектов, которые планируется выявлять. Различают три вида дефектов: критические, значительные, малозначительные.
3. Приемочный уровень дефектности. (AQL) – максимальный уровень дефектности для одиночной партии или средний уровень дефектности для последовательности партий, который для цели приемки продукции может считаться удовлетворительным.
AQL равен отношению числа дефектных единиц продукции к числу проверенных единиц продукции, выраженному в процентах.
Для правильно выбранного плана контроля большинство из последовательностей партий будет принята, если их меньше чем AQL. При этом правильность приемки каждой конкретной партии не гарантируется.
4. Браковочный уровень дефектности – минимальный уровень дефектности в одиночной партии, который для цели приемки продукции считается неудовлетворительным.
Риском потребителя называется вероятность принятия партии, обладающей браковочным уровнем дефектности.
Риском поставщика называется вероятность браковки партии обладающей приемочным уровнем дефектности.)
5. Уровень контроля. Определено 7 уровней контроля: общие (I,II,III) и специальные (S-1, S-2, S-3, S-4). Специальные уровни применяются, когда необходимы малые объемы выборки, для них риски потребителя и поставщика выше.
6. Тип планов контроля. Бывают следующие типы планов контроля:
а) одноступенчатый,
б) двухступенчатый,
в) многоступенчатый,
г) последовательный.
При одноступенчатом контроле решение о качестве партии принимается по результатам контроля только одной выборки. Данный вид контроля применяется, если стоимость контроля единиц продукции мала, а время контроля ограничено.
При двухступенчатом контроле решение о качестве партии принимается по результатам контроля не более двух выборок. Необходимость отбора второй зависит от результатов первой. Первоначально в первой выборке отбирается относительно небольшое количество единиц продукции. Если количество дефектных изделий в ней велико, партия бракуется, если мало – принимается. Если оно не достаточно убедительно, то отбирается вторая выборка и решение принимается по ней. Двухступенчатый контроль применяется, если одноступенчатый не оправдан из-за большого количества единиц проверяемой продукции, а многоступенчатый и последовательный – из-за большой продолжительности.
При многоступенчатом и последовательном контроле решение о качестве партии принимается по результатам контроля трех и более выборок, причем при многоступенчатом количество выборок ограничено, при последовательном – нет. Последовательный контроль применяется при испытаниях на надежность.
В целом следует отметить, что с возрастанием количества ступеней количество проверяемых единиц уменьшается, но возрастает время контроля и организационная сложность его проведения.)
7. Виды планов контроля: нормальный, ослабленный, усиленный.
Нормальный контроль применяется до тех пор, пока не возникнут условия для усиленного или ослабленного контроля
Переход между видами планов контроля показан на рисунке 23.
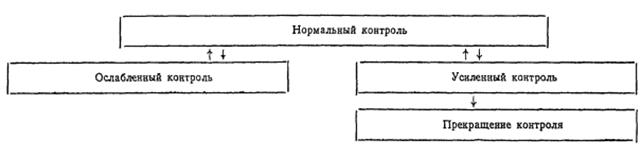
Рисунок 23 – Переход между видами планов контроля
Переходы между различными видами планов контроля:
1) Переход с нормального контроля на усиленный контроль.
§ Если в ходе нормального контроля две из пяти последовательных партий будут забракованы, переходят на усиленный контроль.
§ Партии, возвращенные для контроля после их забракования при первом предъявлении, не учитывают.
§ Если десять очередных партий (или другое количество партий, установленное компетентным органом) контролируется по правилам усиленного контроля, следует прекратить приемку и принять меры для улучшения качества контролируемой продукции.
2) Переход с усиленного контроля на нормальный контроль.
§ Если при усиленном контроле пять очередных партий будет принято, переходят на нормальный контроль.
3) Переходы с нормального на ослабленный контроль.
С нормального контроля на ослабленный контроль переходят, если выполнены следующие условия:
§ при нормальном контроле не менее десяти последовательных партий были приняты;
§ общее число дефектных изделий, выявленных при контроле последних десяти партий, не превышает предельное число дефектных изделий;
§ технологический процесс стабилен и выпуск продукции ритмичен.
4) Переход с ослабленного контроля на нормальный контроль.
С ослабленного контроля переходят на нормальный контроль, если выполняется хотя бы одно из следующих условий:
§ очередная партия забракована при первом предъявлении;
§ нет оснований ни для принятия, ни для забракования партии, в таком случае партию следует принять, но, начиная со следующей партии, применять нормальный контроль;
§ изменение технологии или условий производства;
§ нарушены стабильность технологического процесса или ритмичный выпуск продукции;
§ другие условия требуют возвращения нормального контроля.
8. Объем выборки.
3.2 Алгоритм одноступенчатого контроля. Пример записи плана контроля
Алгоритм одноступенчатого контроля (Обозначение одноступенчатого плана контроля – X(Y/Z)):
1) Отобрать случайным образом выборку объемом, указанным в плане контроля.
2) Проверить каждое изделие выборки на соответствие установленным требованиям, установить дефектные изделия.
3) Сравнить найденное число дефектных изделий в выборке с приемочным числом
4) Считать партию продукции соответствующей установленным требованиям, если найденное число дефектных изделий выборки меньше либо равно приемочному числу.
5) Считать партию не соответствующей требованиям, если число дефектных единиц выборки больше либо равно браковочного числа.
Пример записи плана контроля:
AQL=1.5%
Уровень контроля – II
Код объема выборки – J
Нормальный контроль 80 (3/4)
Усиленный контроль 80 (2/3)
Ослабленный контроль 32(1/4)
Дата добавления: 2020-07-18; просмотров: 1087;
Поиск по сайту
Узнать еще
- I. 5. Тесты для контроля знаний раздела I
- III. Тесты для самоконтроля студентов
- III. Части речи и принципы их классификации
- IV. Критерии и принципы обеспечения безопасности
- IV. Основные принципы этикета государственного служащего
- VIII. Принципы развивающего обучения.
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированная система контроля геометрических параметров рам тележек ЛИС-РТ-3

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
