Электроэрозионная обработка
Электрофизическая обработка
К электрофизическим относятся методы обработки, заключающиеся в изменении формы, размеров и свойств заготовки с применением электрических разрядов, энергии ультразвуковых колебаний, электронного или оптического излучения, плазменной струи.
Электроэрозионная обработка
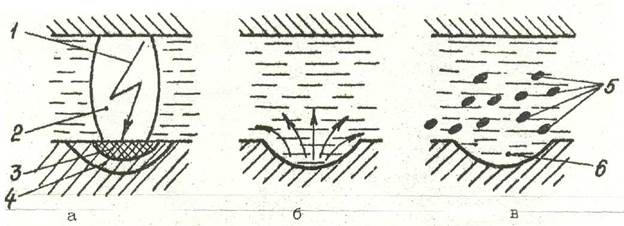
Электроэрозионная обработка основана на разрушении материала под действием тепла, вызываемого импульсными электрическими разрядами, возбуждаемыми между электропроводной заготовкой и электродом-инструментом (рис.1). Разработана Б.Н.Лазаренко.
|
Рис.1. Стадии электроэрозионной обработки: а – прохождения импульса;
б – выброса материала; в – стационарного процесса. 1 – газовая полость;
2 – канал проводимости; 3, 4 – зоны испарения и плавления; 5 – гранулы
застывшего металла; 6 – эрозионная лунка
Может проводиться в электроискровом (искровые разряды от RC-генератора) и электроимпульсном (от специального генератора импульсов) режимах, которые используют одно явление – электрическую эрозию.
Различают несколько технологических схем электроэрозионной обработки:
1. Прошивание – удаление металла из полостей, углублений, отверстий и наружных поверхностей. К этому методу относятся прямое копирование (электрод-инструмент находится над заготовкой) и обратное копирование (заготовка располагается над электрод-инструментом). В обоих случаях (см. рис.2а,б) электрод-инструмент 1 поступательно перемещается к заготовке 2 со скоростью V. Оба электрода помещены в ванну 3, заполненную диэлектрической жидкостью 4. Продукты обработки 5 выбрасываются в межэлектродный промежуток (во второй схеме этот процесс облегчается).
2. Электроэрозионное шлифование (см. рис.2е). Металлический электрод-инструмент 1 в форме диска совершает поступательное и вращательное
3. движение к заготовке 2, которая также может вращаться. Жидкость подают поливом из насадки3 (при небольших размерах заготовки – обработка в ванне с диэлектрической жидкостью). Может быть встречным и попутным.
4. Разрезание профильным и непрофильным инструментом включает отрезание и вырезание (получение непрямолинейного контура). При отрезании профильный электрод-инструмент 1 в форме диска или пластины перемещается к заготовке 2 и в плоскости его вращения вдоль детали. При вырезании инструментом является круглая проволока диаметром 0,02-0,3 мм или стержень, которые могут перемещаться в различных направлениях в любой части заготовки. Для устранения влияния износа. Электрод-инструмент на точность паза проволоку перематывают вдоль паза. В обоих случаях обработка идет в ванне с диэлектрической жидкостью (см. рис.2в,д).
5. Электроэрозионное упрочнение, включающее легирование и наращивание поверхности, осуществляется на воздухе. Частицы расплавленного металла инструмента оседают на поверхности заготовки, образуя на ней слой сплава, насыщенного легирующим компонентом (из электрод-инструмента или состава рабочей среды). Кроме того, этот слой закален до высокой твердости, то есть имеет повышенную износостойкость.
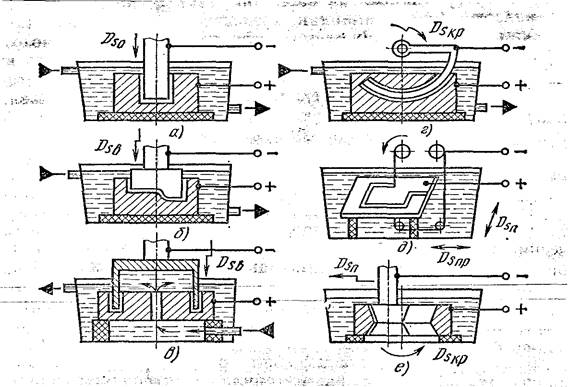
Рис.2. Схемы электроэрозионной обработки: а, б – прошивание отверстий
и полостей; в – то же по способу трепанации; г – прошивание отверстий с криволинейными осями; д – вырезание; е – внутреннее шлифование
Электроэрозионная обработка применима для токопроводящих материалов с любыми механическими свойствами. Ее производительность зависит от материала заготовки, рабочей жидкости, материала электрод-инструмента, электрического режима, площади и формы обработанных поверхностей и других факторов. Скорость съема материала достигает 0,2-12мм/мин; точность обработки 0,01-0,2мм; шероховатость R  =50-0,2 мкм.
=50-0,2 мкм.
При электроэрозионной обработке используются импульсы тока с U  =50-300 В; I =1-10
=50-300 В; I =1-10  A, W
A, W  =10
=10  -100 Дж, длительностью 10
-100 Дж, длительностью 10  -10
-10  с и частотой 50-10
с и частотой 50-10  Гц.
Гц.
В качестве материалов электрод-инструмента применяют: медь, латунь, графит, чугун, алюминиевые сплавы и порошковые композиционные материалы; рабочими жидкостями являются продукты переработки нефти. Станки для электроэрозионной обработки делятся на копировально-прошивочные, обкатные, вырезные, электроконтактные и электроэрозионные шлифовальные.
Электроэрозионная обработка применяется для изготовления полостей ковочных и вытяжных штампов, пресс- и литейных форм, инструмента, рабочих частей вырубных штампов и т.п.
Дата добавления: 2016-07-11; просмотров: 2799;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
