Методы определения припусков на обработку
Методы определения припусков:
- опытно-статистический
- расчетно-аналитический.
По первому методу общие и операционные припуски определяются по данным таблиц, составленных на основе обобщения и систематизации производственных данных передовых заводов (некоторые из них стандартизированы). Табличные значения припусков во избежание получения брака завышены и не учитывают конкретных условий обработки (последовательности выполнения операций, схем базирования и др.).
Расчетно-аналитический метод основан на учете конкретных условий выполнения ТП обработки путем выявления и анализа факторов, влияющих на величину припуска. К таким факторам относятся:
- величина микронеровностей поверхности  ;
;
- глубина дефектного слоя поверхности h;
- пространственные отклонения поверхностей  (коробление и кривизна поверхности, эксцентричность оси отверстия, несовпадение положения осей и т.д.);
(коробление и кривизна поверхности, эксцентричность оси отверстия, несовпадение положения осей и т.д.);
- погрешность установки заготовки  .
.
Из факторов, влияющих на величину припуска, относятся к предшествующей обработке, и им присваивается индекс  , относится к выполняемой обработке и имеет индекс
, относится к выполняемой обработке и имеет индекс  .
.
На рис. 4.1. показано схематичное изображение величины минимального припуска и факторов, влияющих на его величину.
Минимальный промежуточный припуск на выполняемый переход в общем виде определяют по формуле:
 . (4.1)
. (4.1)
Пространственные отклонения и погрешности установки представляют собой векторы, их суммируют по правилу сложения векторов. При обработке плоских поверхностей, когда имеются коллинеарные векторы:
 , (4.2)
, (4.2)
при обработке поверхностей вращения, когда невозможно предвидеть направление векторов суммирование производится по правилу квадратного корня:
 . (4.3)
. (4.3)
Минимальный припуск на обработку плоскостей
 . (4.4)
. (4.4)
Для поверхностей вращения припуск считается на диаметр:
 . (4.5)
. (4.5)
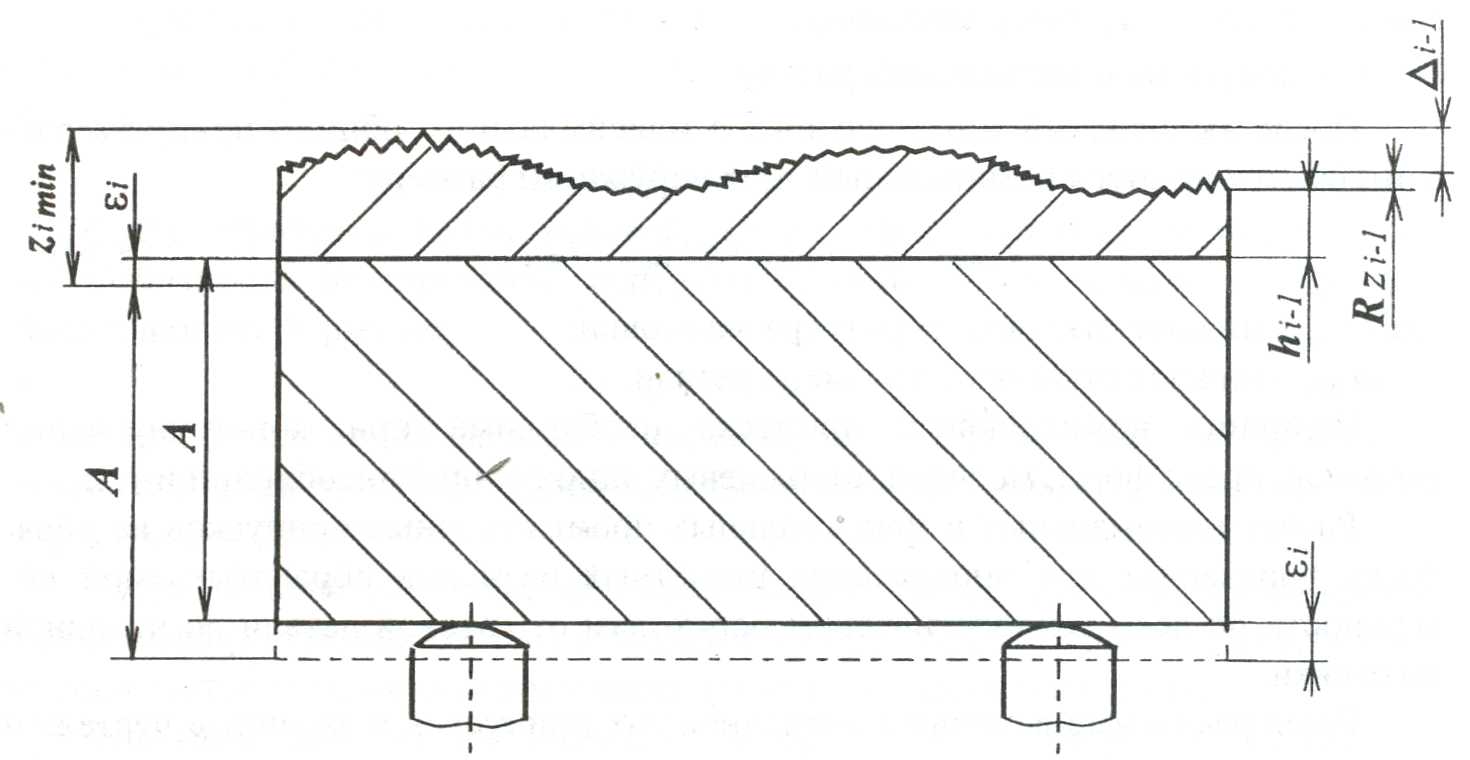
| Рис. 4.1. Факторы, влияющие на величину припуска |
Частные формулы для конкретных случаев обработки:
- при обработке цилиндрической поверхности заготовки, установленной в центрах
 ; (4.6)
; (4.6)
- при обработке отверстий плавающей разверткой и при протягивании
 , (4.7)
, (4.7)
- при обработке, целью которой является уменьшение шероховатости поверхности (полирование, суперфиниширование)
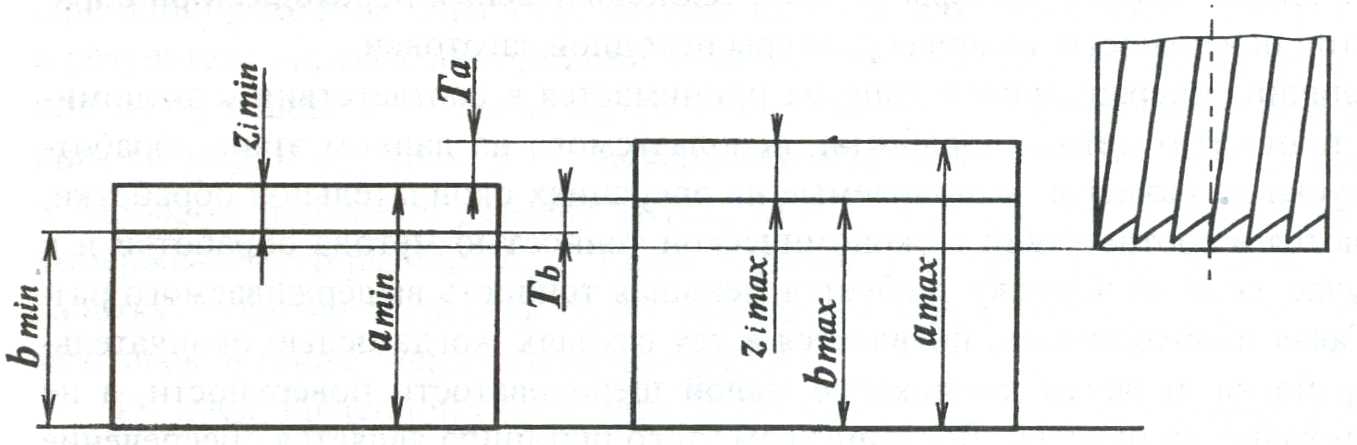
| Рис. 4.2. Схема образования максимального и минимального припуска |
 , (4.8)
, (4.8)
- при шлифовании заготовок после их термической обработки в расчетных формулах будет отсутствовать слагаемое  .
.
Величина припуска, снимаемого с поверхности каждой детали партии, зависит от ряда случайных факторов и поэтому является случайной величиной. При однопроходной обработке деталей на предварительно настроенных станках в результате упругих деформаций технологической системы имеет место явление копирования. Оно заключается в том, что при обработке заготовки с меньшим размером  (рис. 4.2) выдерживаемый размер
(рис. 4.2) выдерживаемый размер  получится меньшим и наоборот, большему размеру заготовки
получится меньшим и наоборот, большему размеру заготовки  соответствует большее значение выдерживаемого размера
соответствует большее значение выдерживаемого размера  . Таким образом, действительные припуски на обработку в партии заготовок будут
. Таким образом, действительные припуски на обработку в партии заготовок будут
| Рис. 4.2. Схема образования максимального и минимального припуска |
колебаться вследствие колебаний размеров заготовок, а также твердости их материала.
Зависимости для минимального и максимального припусков наружных поверхностей (рис. 4.2) имеют вид:
 , (4.9)
, (4.9)
 , (4.10)
, (4.10)
 , (4.11)
, (4.11)
где  - допуск на размер заготовки;
- допуск на размер заготовки;
 - допуск на выполняемый размер.
- допуск на выполняемый размер.
Номинальный припуск для наружного размера
 , (4.12)
, (4.12)
где  - нижнее отклонение размера заготовки;
- нижнее отклонение размера заготовки;
 - нижнее отклонение размера детали.
- нижнее отклонение размера детали.
Ориентировочно на практике 60 % суммарного припуска отводится для черновой, а остальная часть (40 %) – для чистовой обработки; при черновой, получистовой и чистовой обработке припуск составляет, соответственно, 45, 30 и 25 % общего припуска.
Дата добавления: 2016-06-29; просмотров: 8075;
Поиск по сайту
Узнать еще
- I. История открытия и методы исследования вирусов
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Uобразная проба для определения жидкотекучести литейных сплавов.
- Абсолютный возраст горных пород и методы его определения
- Автоматические методы изготовления фотошаблонов.
- Агротехнические методы (приемы) обработки почвы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
