Восстановление деталей электронатиранием
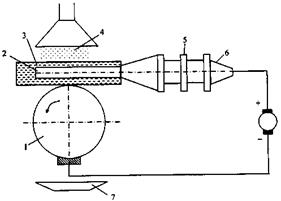
Рисунок 59 Схема установки для гальванического электронатирания
1 - деталь; 2 - угольный электрод; 3 - тампон; 4 - электролит; 5 - алюминиевый корпус; 6 - рукоятка; 7 - ванна для сбора электролита
Этот способ является разновидностью электролитического способа и относится к вневанновым. Применяется для восстановления наружных поверхностей типа валов, внутренних поверхностей корпусных деталей, плоских поверхностей и др.
Сущность процесса состоит в том, что к детали 1, закрепленной в патроне токарного станка и вращающейся с определенной скоростью - катоду (-) подсоединяется отрицательный полюс от источника питания постоянного тока или выпрямителя, а к аноду, которым является угольный стержень 2, вставленный для охлаждения в алюминиевый корпус 5 и обернутый адсорбирующим материалом (вата, шерстяная ткань и т.д.), подключен положительный полюс.
Электролит поступает из резервуара и пропитывает тампон, который при соприкосновении с де. талью образует маленькую ванночку, где протекают все электролитические процессы, присущие гальваническому выделению металла.
Деталь вращается, а тампон перемещается, что препятствует росту кристаллов покрытий, снижает внутренние напряжения и поэтому позволяет повысить плотность тока до 150 ... 200 А/дм2. Натиранием можно получать высококачественные покрытия цинка, меди, железа, никеля и др. Для улучшения прочности сцепления в начальный период осаждения металла следует поддерживать плотности тока не более 30 ... 40 А/дм2 , затем постепенно повышать до номинальных значений.
Технологический процесс натирания включает в себя: предварительную механическую обработку, обезжиривание, промывку горячей и холодной водой, травление с последующей промывкой водой и нанесение покрытия. Обезжиривание и травление удобно вести также натиранием, используя для этих целей специальные тампонодержатели и растворы.
Скорость перемещения анода 2,5 ... 3 м/мин первоначально, постепенно
увеличивая до 10 м/мин, выход по току более 80 %. Скорость осаждения 0,07 ...
0,1 мм/мин. Скорость вращения детали 4 ... 30 об/мин. Источник питания,- выпрямитель ВС-600, ВС-300 и др. )
Корпусные детали (посадочные места) восстанавливают цинкованием. Восстановление неподвижных сопряжений до толщины слоя 0,1 мм проводится без последующей механической обработки.
Дата добавления: 2016-06-29; просмотров: 4160;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- X. Восстановление негодного каучука
- Автоматический контроль формы деталей.
- Активное восстановление
- Анодное окисление и катодное восстановление
- Балансировка деталей.
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
