Железнение (осталивание)
При железнении по сравнению с хромированием применяются более дешевые электролиты, растворимые аноды. При этом процессе можно применять более высокие плотности тока. Выход осадков по току составляет 85 ... 90 %. Процесс отличается значительно меньшей длительностью и стоимостью и позволяет восстанавливать детали с большей величиной износа (до 1,5 мм на сторону). Скорость железнения выше, чем при хромировании, т.к. электрохимический эквивалент железа равен 1,042 г/А-ч, а хрома - 0,324 г/А-ч.
При осталивании возможно получение покрытий с достаточно высокой твердостью (3000 ... 7000 Н/м2) и по износостойкости не ниже закаленной стали 45. Эти положительные стороны объясняют его широкое применение при ремонте машин. Свойства покрытий зависят от режимов их нанесения.
Твердость осадков электролитического железа увеличивается при снижении концентрации солей в электролите, росте плотности тока, понижении температуры, введении в электролиты различных органических и минеральных добавок (рис. 57).
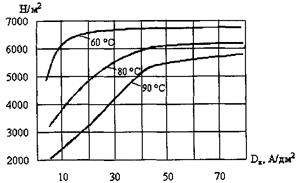
Рисунок 57 - Влияние температуры и плотности тока на микротвердость
Для получения осадков применяют хлористые и сернокислые электролиты, а также и специальные (железоникелевые, железоцинковые, железо-фосфатные). Покрытия из хлористых и сульфатных электролитов по своему составу близки к малоуглеродистой стали с содержанием углерода 0,03 ... 0,06 %. Высокая твердость покрытия объясняется искажением кристаллической решетки. При осталивании также, как и при хромировании, снижается усталостная прочность детали на 20 ÷ 30 %. Причиной этого являются растягивающие внутренние напряжения в покрытий.
В качестве анодов при осталивании используются пластины из малоуглеродистой стали. В производственных условиях приготовление хлористого электролита ведут путем травления стружки из малоуглеродистой стали 20 в соляной кислоте. Соотношение катодной и анодной поверхности рекомендуется выдерживать равным 2:1. Равномерное нанесение покрытия на деталь обеспечивается за счет придания анодам формы катодов (деталей).
Плавное увеличение плотности тока от нуля до заданной техническими условиями величины в течение 5 ... 10 мин позволяет получать хорошее сцепление осадков с основным металлом.
Для приготовления хлористых электролитов применяют хлористое железо FeC12 • 4Н2О, небольшое количество соляной кислоты НС1 и некоторые другие компоненты, например, хлористый марганец МпС12 • 4Н2О, хлористый никель NiC12 • 4Н2О, которые вводят для повышения прочности сцепления и износостойкости. На катоде кроме железа осаждается водород и попадает в кристаллическую решетку осадка, повышая его хрупкость и склонность к трещинообразованию. Низкотемпературный отпуск (150 ... 200°С) не позволяет снимать внутренние напряжения, а высокотемпературный (450°С) хотя и оказывает положительное влияние на усталостную прочность (повышает), но снижает износостойкость покрытий.
Концентрация хлористого железа в электролите может изменяться от 200 до 700 г/л. Электролиты низкой концентрации содержат 200 ... 220 г/л хлористого железа. Он дает возможность получать осадки высокой твердости, но небольшой толщины (0,3 ... 0,4 мм).
Электролит высокой концентрации (650 ... 700 г/л FeC12 • 4Н2О) дают возможность получать покрытия большей толщины, но меньшей твердости. Наибольшее распространение получили электролиты средней концентрации, содержащие 400 г/л FeC12 • 4Н2О, 2 г/л НС1 и 10 г/л МпС12 • 4Н2О. Этот электролит имеет высокий выход по току и обеспечивает хорошие механические свойства покрытий.
Для получения качественных покрытий с интенсивным протеканием процесса осталивания применяют нестационарные электрические режимы.
В практике ремонтного производства находит применение осаждение металлов при реверсивном, асимметричном и импульсном токах.
Покрытия при осталивании наносят в стальных ваннах, путем вневаннового проточного осталивания. Для изготовления ванн используют стали антихлор, и некоторые хромоникелевые стали, которые хорошо работают с хлористыми электролитами при высокой температуре. Ванны для осталивания изготавливают также из фаолита, винипласта, а также из титана.
Крупногабаритные корпусные детали восстанавливают вневанновым способом.
Дата добавления: 2016-06-29; просмотров: 5819;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
