Стандарт управляющей программы STEP-NC
Программирование современных систем ЧПУ до сих пор подчиняется стандарту ISO 6983 (DIN 66025), который был разработан более 50 лет назад. Стандарт поддерживает только простые команды для элементарных перемещений и логических операций. Управляющие программы в стандарте ISO 6983 содержат незначительное количество информации, полученной на уровне систем CAD-CAM. Этот стандарт не позволяет создавать двусторонний обмен информацией между CAM-NC-уровнями [8].
В отличие от существующего стандарта ISO 6983, стандарт STEP-NC (ISO 14 649) позволяет создавать двусторонний обмен информацией. Он предлагает модель того, что нужно сделать, а не детали того, как осуществлять траекторные перемещения и выполнять команды логических переключений [8].
Согласно новому стандарту ISO 14 649 модель представляет процесс получения изделия из заготовки путем удаления типичных форм (features), а также условного или безусловного выполнения ассоциированных с типичными формами переходов (workingsteps). Удаления осуществляется в потоке управления, который задается исполняемыми блоками (executables). При этом используемый инструмент отвечает всем необходимым требованиям и обеспечивает необходимое качество обработки [8].
Эта модель использует информацию, представленную в форматах АР204 и АР213, вплоть до этапа интерпретации управляющей программы. Такая модель обеспечивает значительные преимущества перед существующей схемой программирования. Однако система управления должна быть способной интерпретировать подобную информацию и генерировать необходимые перемещения и циклы [8].
Стандарт ISO 14 649 устанавливает ряд компонентов функциональности UOF (Units of Functionality) [8]:
· проект (project);
· изделие (workpiece);
· типовая форма (feature);
· исполняемый блок (executable);
· переход (operation);
· траектория инструмента (toolpath);
· измерение (measures).
Отношения между компонентами показаны на рис. 6.2 в виде упрощенной графической версии объектно-ориентированного языка EXPRESS, который служит средством описания всех прикладных протоколов STEP [8].
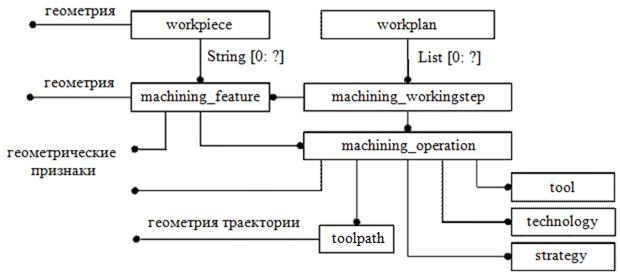
Рис. 6.2. Отношения между компонентами функциональности в стандарте ISO 14 649 [8]
Ядро модели STEP-NC представляет собой план операций (workplans),
т. е. последовательность исполняемых объектов (executables). Исполняемые объекты инициируют активность станка [8].
Существуют три типа исполняемых объектов: собственно план операции (workplan), функция ЧПУ (NCfunction) и шаг операции (workingstep) [8].
Шаг операции workingstep описывает процессы, в которые привлечены интерполируемые координатные оси. В отличие от этого функции ЧПУ
(NC function) сопоставлены единичным событиям и с интерполяцией не связаны. Шаг операции workingstep является важнейшим строительным блоком управляющей программы ЧПУ стандарта STEP-NC ІSO 14 649. Блоки могут быть нейтральными действиями – ускоренными перемещениями rapid movement, измерительными циклами touch probing, а также технологическими шагами операции machining workingstep [8].
Реальное содержание шага операции workingstep специфицировано в объекте-переходе operation. Существует возможность повторного использования информации перехода operation (но не workingstep) для нескольких типичных форм обработки features [8].
Итак, переход operation может быть ассоциирован со многими типичными формами (features) и использован в разных местах. Он содержит технологический алгоритм (включая стратегию внедрения в материал и вывода инструмента) и указания по настройкам. Переходы имеют черновую и чистовую версии. Предполагается, что интеллектуальные системы ЧПУ будут самостоятельно рассчитывать траектории инструмента для стандартных типичных форм [8].
Обобщающим компонентом функциональности служит проект. Суть в том, что общая модель STEP-NC может включать описания нескольких изделий и множество планов операций. Проект устанавливает стартовую точку, идентифицируя главный план операций. Управляющая программа для станка с ЧПУ должна быть представлена в формате физического файла (рис. 6.3) [8].
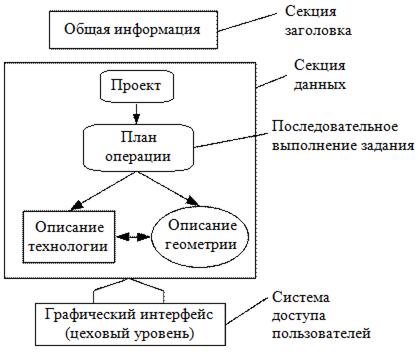
Рис. 6.3. Структура управляющей программы для станков с ЧПУ [8]
Первая секция программы служит заголовком (header). Здесь представлена информация общего характера и комментарии (имя файла, автор, дата и др.) [8].
Дальше следует секция данных, которая приоткрывается ключевым словом Data.
Эта секция делится на три части: план операций (исполняемые блоки), технологические и геометрические описания. Один из исполняемых блоков содержит структуру программы. Для того чтобы изменить последовательность операций, довольно внести изменения лишь в этот блок [8].
Использование такого формата дает ясное представление о процессе обработки заготовки [8].
Нужно иметь в виду, что синтаксис ISO 10 303-21 (STEP часть 21 – кодирование в текстовой форме) не допускает расширений и не предусматривает использования гипертекстовых механизмов. В связи с этим возникли предложения по использованию в управляющих программах ЧПУ языков EXPRESS и XML [8].
Язык XML имеет большую гибкость и возможности к расширению, что обеспечивает ему следующие преимущества [8]:
· XML-документы могут быть обработаны Web-браузерами. При этом технология браузеров позволяет визуализировать сущности;
· XML-описания обычно используются в обмене нейтральными данными, но могут быть также использованы в разделяемых специализированных базах данных и архивах.
Если модель содержит EXPRESS-схему, то ее можно конвертировать в XML DTD (Document Type Declaration) с использованием специальных правил отображения [8].
Использование EXPRESS-репозитория и XML DTD позволяет получить XML-файл
для системы ЧПУ. Схема генерации управляющей XML-программы (NC-файла)
с EXPRESS-модели данных CNC показана на рис. 6.4 [8].
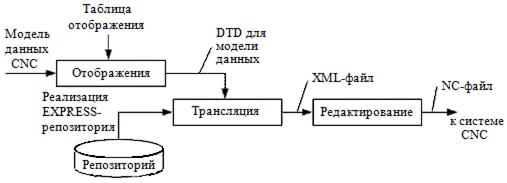
Рис. 6.4. Схема генерации управляющей XML-программы ЧПУ [8]
Преимущества новых языков описания информационных моделей можно видеть из сопоставления существующей модели (ISO 6983), представленной на рис. 6.5, и перспективной модели (ISO 14 649) управляющих программ ЧПУ, представленной
на рис. 6.6 [8].
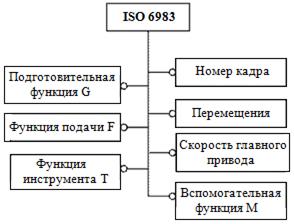
Рис. 6.5. Существующая модель управляющей программы ЧПУ [8]
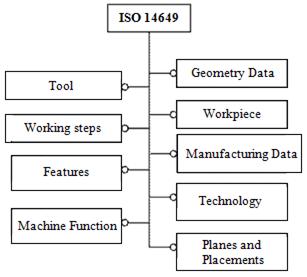
Рис. 6.6. Перспективная модель управляющей программы ЧПУ [11]
Из рис. 6.5 видно, что в существующей модели (ISO 6983) управляющая программа, написанная на языке ISO-7bit, не дает формального определения процесса обработки.
Здесь технологический процесс задан неявно, что неудобно для редактирования, архивирования и повторного использования [8].
Из рис. 6.6 можно сделать вывод, что при применении стандарта ISO 14 649 и языка EXPRESS технологический процесс имеет явное представление, которое создает удобства в редактировании, архивировании и повторном использовании программ [8].
Другими словами, новые языки программирования работают с технологическими задачами, привязанными к типичным формам (features). Одной из таких задач может быть, например, обработка кармана [8].
Таким образом, использование STEP-синтаксиса позволяет осуществить прямой обмен информацией между CAD/CAM/CNC системами. Если к геометрическим данным, которые импортируются непосредственно в систему ЧПУ, прибавить технологическую информацию, то управляющая программа может быть сгенерирована системой ЧПУ. Но для этого необходимо, чтобы система ЧПУ имела соответствующий интерпретатор управляющей программы [8].
Дата добавления: 2016-06-22; просмотров: 3697;
Поиск по сайту
Узнать еще
- AES - передовой стандарт шифрования 21-го века
- L Еженедельно на всех каналах может производиться небольшая корректировка цен на конкретные программы.
- TMainMenu - главное меню формы (программы)
- Автоматизация параллельного ведения учета в нескольких стандартах
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Антивирусные программы
- Антивирусные программы
- АНТИВИРУСНЫЕ ПРОГРАММЫ И ИХ КЛАССИФИКАЦИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
