Циклы фрезерной обработки
В отличие от токарных циклов и циклов обработки отверстий, существуют следующие фрезерные циклы 2,5-, 3- и 5-координатной обработки [7]: обработка отверстий фрезой; обработка каналов; обработка в одном и двух направлениях; обработка зигзагом по контуру; обработка призмы; обработка поверхностей вращения; обработка карманов, пазов и поверхности по спирали; снятие фаски на контуре; битангенциальная обработка сопряжений; интерполяция между двумя линиями; обработка по параллельным плоскостям; обработка по сечениям горизонтальными или вертикальными плоскостями; черновая и чистовая обработка.
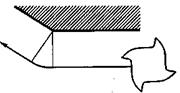
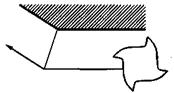
Цикл 2,5-координатной обработки по спирали (рис. 4.13) [7] реализуется фрезами для обдирки поверхностей, торцевыми и цилиндрическими фрезами. При этом удаляемый материал должен быть линией, перфорированным контуром, призмой или сборкой этих объектов. Параметрами цикла являются: тип обработки (карман, паз или поверхность), глубина прохода инструмента в создаваемом цикле; перекрытие проходов, задаваемое в процентах от диаметра инструмента (рис. 4.14); угол перекрытия (наибольший угол, для которого будут создаваться дополнительные перекрывающие участки траектории инструмента в углах; вычисляется автоматически в соответствии с заданной пользователем величиной перекрытия); тип резания (встречное или попутное фрезерование); обход углов (способ обработки вершин: «по радиусу» (рис. 4.15, а) или «углом» (рис. 4.15, б); припуски на обработку (только при обработке карманов); точность аппроксимации (используется теми станками, которые при вычислении траектории инструмента по кривой выполняют обработку «от точки к точке» и не выполняют интерполяцию по окружности) (рис. 4.16).
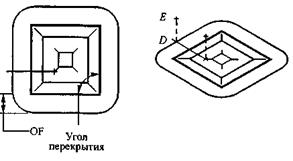
Рис. 4.13. Обработка поверхности по спирали:
OF – величина выбега инструмента; DE – отвод инструмента; угол перекрытия равен 90° [7]
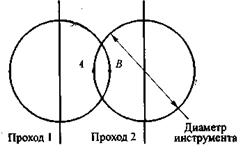
Рис. 4.14. Перекрытие проходов (АВ) [7]
| 
|
| а) | б) |
Рис. 4.15. Обработка углов [7]:
а – способом «по радиусу»; б – способом «углом»

Рис. 4.16. Определение точности аппроксимации [7]
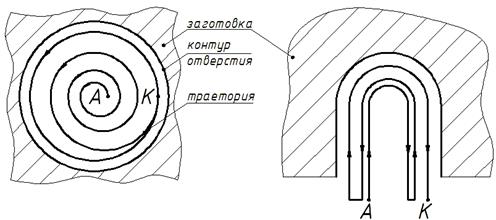
Цикл 2,5-координатной обработки поверхности по спирали внутри или снаружи описанного контура [7] предназначен для обработки поверхности заготовки из хрупкого материала по спирали внутри или снаружи контура (рис. 4.17). Обработка заготовки снаружи контура выполняется для исключения образования внешних стенок при черновой обработке. Карманы обрабатываются по направлению изнутри к контуру. Обработка эквидистант за границами детали выполняется снаружи к удаляемому материалу, в границах детали выполняется, по возможности, без отвода инструмента.
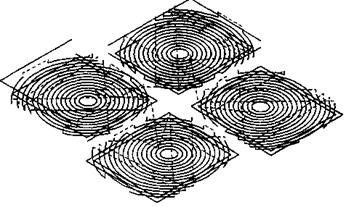
Рис. 4.17. Траектория обработки поверхности по спирали [7]
Цикл 2,5-координатной обработки по контуру [7] предназначен для обработки детали по плоскому или неплоскому контуру (рис. 4.18).
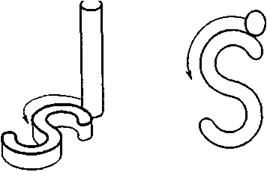
Рис. 4.18. Обработка по контуру [7]
Цикл 3-координатной обработки по параллельным плоскостям [7] осуществляет обработку деталей, представленных поверхностью (рис. 4.19) или телом. Обработка осуществляется по эквидистанте к заданной поверхности последовательным съемом заданного припуска, что позволяет получать поверхность требуемого качества.
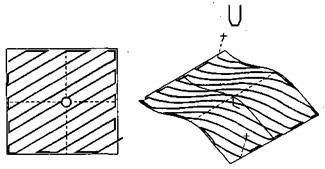
Рис. 4.19. Траектория обработки поверхности [7]
Цикл 3-координатной битангенциальной обработки сопряжений [7] предназначен для обработки детали по касательным к двум поверхностям (сопряжение поверхностей, необработанная область) (рис. 4.20). Деталь может быть представлена поверхностью или телом.
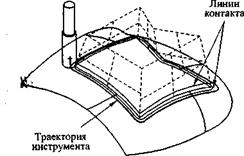
Рис. 4.20. Битангенциальная обработка [7]
Цикл 3-координатной обработки путем интерполяции между двумя линиями [7] предназначен для обработки поверхности детали интерполяцией между двумя линиями или сборкой линий (рис. 4.21), представляющими собой траекторию движения конца инструмента или его контактной точки. Деталь может быть представлена поверхностью или телом. Интерполяционные линии создаются с учетом задаваемого максимального шага подачи. Число интерполяционных линий, которое полностью соответствует этому условию, определяется системой. Цикл используется для чистовой обработки необработанных зон двойного касания (битангенциальных): границы необработанной зоны становятся начальной и конечной линиями этого цикла.
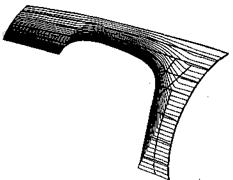
Рис. 4.21. Траектория обработки поверхности интерполяцией [7]
Цикл 3-координатной обработки по сечениям горизонтальными плоскостями [7] предназначен для финишной обработки поверхности детали по ее сечениям горизонтальными плоскостями (плоскостями, перпендикулярными оси инструмента) (рис. 4.22). Расстояние между секущими плоскостями рассчитывается по заданному предельному значению высоты гребешков.
Рис. 4.22. Траектория обработки по сечениям [7]
Цикл 3-координатной чистовой обработки [7] предназначен для чистовой обработки детали движением инструмента в плоскости, перпендикулярной направляющей линии (рис. 4.23). Шаг подачи может рассчитываться по заданному предельному значению высоты гребешков. Этот цикл создает оптимальные траектории по сравнению с циклами обработки по параллельным плоскостям, по эквидистантам и обработки с интерполяцией.
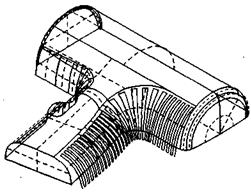
Рис. 4.23. Траектория чистовой обработки
Цикл 5-координатной обработки по контуру [7] предназначен для обработки детали по линии на поверхности (рис. 4.24). При движении вдоль этой линии ось инструмента ориентирована по нормали к поверхности. Если линия не лежит на поверхности, то она проецируется на нее по нормали. Инструмент может располагаться и не на линии контура, тогда он будет сдвинут вправо или влево. Возможен наклон инструмента вдоль или поперек нормали. Столкновения между инструментом и поверхностью/линией не проверяются.
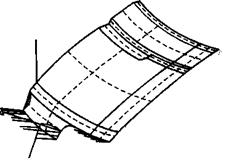
Рис. 4.24. Траектория обработки по контуру [7]
Цикл 5-координатной битангенциальной обработки сопряжений [7] предназначен для обработки поверхности детали в области сопряжения двух частей поверхности: поверхности, направляющей инструмент, и поверхности, к которой инструмент располагается по касательной (рис. 4.25). Цикл состоит из последовательности элементарных движений, определяемых парой патчей поверхностей в зависимости от их типа (патч/патч, граница/патч, патч/вершина). Изменение типа одного из элементов приводит к изменению движения инструмента. Направляющая инструмент поверхность должна быть линейчатой, т. е. один из изопараметров должен быть вектором, определяющим ориентацию инструмента.
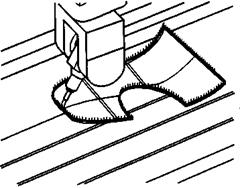
Рис. 4.25. Траектория битангенциальной обработки сопряжений [7]
Цикл 5-координатной чистовой обработки [7] предназначен для чистовой обработки поверхности детали, в том числе с уклонами (рис. 4.26). Инструмент ориентируется по нормали к поверхности, с возможным отклонением в плоскости по направлению обработки и в перпендикулярной плоскости на заданные углы (фронтальное и поперечное отклонения).
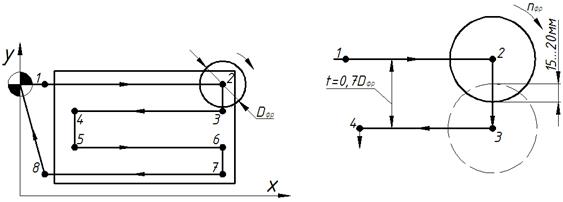
Для реализации вышеописанных циклов применяют следующие типовые траектории рабочих ходов инструмента:
· архимедова спираль с эквидистантными проходами (рис. 4.27, а);
· ленточная спираль с эквидистантными проходами (рис. 4.27, б);
· ленточная спираль с неэквидистантными проходами (рис. 4.27, в).
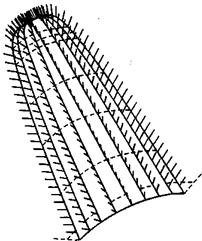
Рис. 4.26. Траектория чистовой обработки поверхности [7]
При реализации траектории движения инструмента необходимо ограничивать расстояние между его соседними ходами значением 70% от диаметра фрезы с целью обеспечения перекрытия снимаемых инструментом слоев металла (рис. 4.27, г).
| |
| а) | б) |
| |
| в) | г) |
Рис. 4.27. Траектории рабочих ходов инструмента при фрезеровании:
а – архимедова спираль с эквидистантными проходами; б – ленточная спираль
с эквидистантными проходами; в – ленточная спираль с неэквидистантными проходами;
г – схема организации траектории при многопроходном фрезеровании
Дата добавления: 2016-06-22; просмотров: 6135;
Поиск по сайту
Узнать еще
- II. Установление сегуната Токугава. Социально-экономическое развитие страны: циклы подъема и упадка
- А и Б – базы механической обработки
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)
- Агротехническая оценка качества обработки почвы
- Агротехнические методы (приемы) обработки почвы.
- Азотирование, нитроцементация и другие виды химико-термической обработки.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
