Измерительные циклы
Измерительные циклы – это подпрограммы для решения определенных задач измерения. Они могут просто использоваться путем ввода значений для предустановленных параметров. В основном различают измерение инструмента и измерение детали [6].
Измерение координаты по X, Y, Z (рис. 4.28) [8]. Цикл используется для определения положения по одной из осей. Он используется также для калибровки длины датчика.
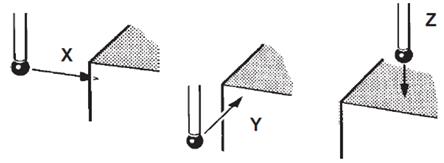
Рис. 4.28. Измерение координаты по X, Y, Z [8]
Цикл перемычки/карманы (рис. 4.29) [8]. Этот цикл используется для измерения ширины и положения центра элемента по двум точкам параллельно осям Х и Y. Выявленные отклонения размера и положения центра может сохраняться и использоваться для обновления соответствующих регистров смещения координат заготовки. Смещение G54 задается в качестве центра ребра по оси Y.
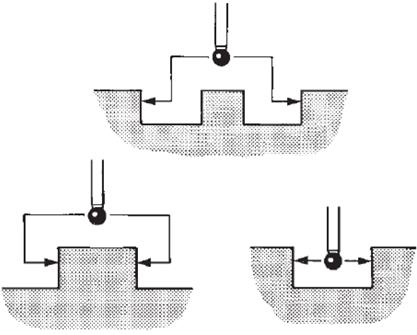
Рис. 4.29. Цикл перемычки/карманы [8]
Цикл отверстие/вал (рис. 4.30) [8]. Этот цикл используется для измерения местоположения и размера отверстия или вала по четырем точкам параллельно осям Х и Y. Выявленные отклонения местоположения и размера может сохраняться или использоваться для обновления соответствующих регистров смещения координат заготовки. Это значение также используется для калибровки смещения осей Х и Y датчика, а также калибровки радиуса шарика щупа датчика.
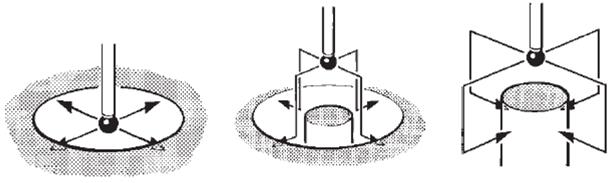
Рис. 4.30. Цикл отверстие/вал [8]
Измерение углов (рис. 4.31) [8]. Угол поверхности можно определить путем выполнения двух подпрограмм измерения в одной плоскости, причем вторая подпрограмма выполняется с заданием входного значения А для расчета угла между двумя точками. Определенный таким образом угол может затем использоваться с целью обновления 4-й оси или обеспечения поворота системы координат.
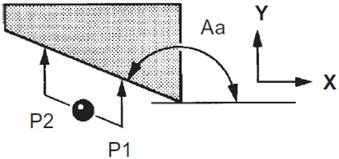
Рис. 4.31. Измерение углов [8]
Позиционирование с защитой (рис. 4.32) [8]. При защищенном перемещении в целевое положение, заданное в строке программы, станок останавливается при непредвиденном столкновении датчика с препятствием.
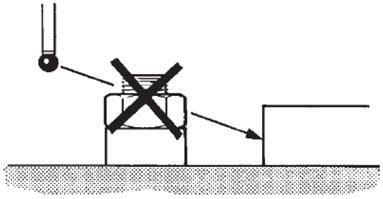
Рис. 4.32. Позиционирование с защитой [8]
Если щуп касается детали, то при усилии ощупывания 0,01N сначала через пьезодатчик формируется импульс ощупывания. Но перемещение измерительной машины сохраняется еще до тех пор, пока щуп не отклонится от своего исходного положения и ощупывание не будет подтверждено через разъединение механического контакта. Только после этого перемещение будет остановлено. На основе последовательности импульсов СЧПУ проверит, имело ли место нормальное ощупывание или нет (запатентованный
Doppl-Тriggеr-принцип) [8].
У жестких деталей и стабильных щупов измеренное значение может передаваться в компьютер непосредственно в момент появления импульса ощупывания. Этот метод во многих случаях обеспечивает достаточную точность, так как на основе крутой характеристики пьезосигнала импульс ощупывания очень близок к фактической точке касания [8].
При «мягких поверхностях» или длинных и тонких щупах сигнал не имеет большой крутизны, и происходит заметное рассогласование между точкой касания и импульсом ощупывания; этот эффект, в случае мягкого ощупывания, всегда приводит к значительному искажению измеренных значений. Благодаря учету этой характеристики ощупывания в расчете измеренных значений могут также и при «мягких ощупываниях» достигаться точные измеренные значения [8].
Вопросы и задания для самоконтроля
1. Дайте определение и опишите назначение измерительных циклов.
2. Перечислите автоматические циклы токарной обработки.
3. Опишите назначение однопроходного продольного и поперечного токарных циклов.
4. Охарактеризуйте область применения многопроходного продольного и поперечного токарных циклов.
5. Каково различие между однопроходным и многопроходным токарными циклами нарезания резьбы?
6. Перечислите типы конструктивных зон (зон выборки материала).
7. Перечислите типы траекторий токарной обработки и опишите области их применения.
8. Проведите сравнительный анализ циклов нарезания резьбы в отверстии с компенсирующим патроном и без компенсирующего патрона.
9. Перечислите и охарактеризуйте типовые траектории рабочих ходов фрезы.
Тесты к разделу
1. Для чистовой токарной обработки заданного контура чаще всего применяется:
а) однопроходный продольный или поперечный цикл;
б) многопроходный продольный или поперечный цикл;
в) цикл токарного глубокого сверления;
г) многопроходный цикл нарезания канавок.
2. Единственный проход по заданной траектории без учета фактической глубины резания осуществляет:
а) однопроходный продольный или поперечный цикл;
б) многопроходный продольный или поперечный цикл;
в) цикл токарного глубокого сверления;
г) многопроходный цикл нарезания канавок.
3. Нарезание резьбы с автоматическим распределением припуска по проходам осуществляет:
а) многопроходный цикл нарезания резьбы;
б) однопроходный цикл нарезания резьбы;
в) цикл нарезания резьбы плашкой или метчиком.
4. Наличием недобега и перебега инструмента при осуществлении рабочего хода по одной оси характеризуются:
а) открытые зоны обработки;
б) полузакрытые зоны обработки;
в) закрытые зоны обработки.
5. Наличием либо недобега, либо перебега инструмента при осуществлении рабочего хода по одной оси характеризуются:
а) полузакрытые зоны обработки;
б) открытые зоны обработки;
в) закрытые зоны обработки.
Дата добавления: 2016-06-22; просмотров: 3487;
Поиск по сайту
Узнать еще
- II. Установление сегуната Токугава. Социально-экономическое развитие страны: циклы подъема и упадка
- Аналоговые измерительные приборы
- Арматура и контрольно-измерительные приборы
- Биогеохимические циклы (биогеохимические круговороты) -циклические процессы обмена веществ между различными компонентами биосферы, обусловленные жизнедеятельностью организмов.
- Гетероциклы с 2-мя атомами азота
- ДЕЙСТВИТЕЛЬНО ЛИ СУЩЕСТВУЮТ ЦИКЛЫ?
- Деформационные измерительные преобразователи давления, основанные на методе прямого преобразования
- Деформационные измерительные преобразователи основанные на методе уравновешивающего преобразования

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
