Циклы обработки отверстий
Стандартные сверлильные циклы запрограммированы заранее, их вызывают соответствующими инструкциями (G80 – G86) с указанием необходимых параметров. Обобщенная последовательность движений в стандартном цикле представлена
на рис. 4.5 [1, 2, 5].
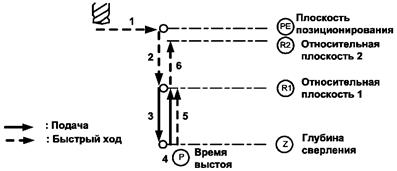
Рис. 4.5. Обобщенная последовательность движений в стандартном цикле:
1 – ускоренное позиционирование в активной плоскости; 2 – ускоренный подвод к точке R1 в «безопасной плоскости»; 3 – рабочее движение вдоль оси Z на глубину сверления со скоростью подачи; 4 – выстой в течение времени Р для торможения шпинделя перед его реверсом;
5 – вывод инструмента со скоростью подачи или ускоренно к точке R1 в «безопасной плоскости»;
6 – возможный ускоренный отвод к точке R2 [5]
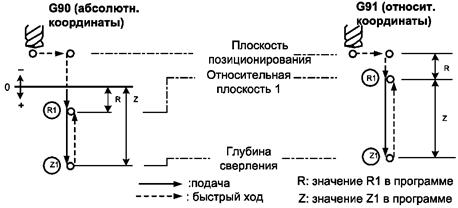
Параметры стандартного цикла должны быть указаны вслед за его включением.
Число параметров зависит от самого цикла и СЧПУ, причем порядок их объявления обычно строго определен [1, 2, 5]. Параметры цикла можно задавать как в абсолютной,
так и в относительной системе координат (рис. 4.6).
| |
| а) | б) |
Рис. 4.6. Задание некоторых параметров цикла в абсолютной
и относительной системах координат [5]
Цикл сверления(G81) предназначен для сверления обычных и центровых отверстий. После достижения глубины врезания осуществляется выстой. Выход производится на ускоренной подаче (рис. 4.7) [5].
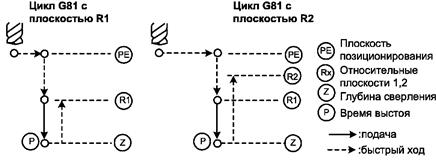
Рис. 4.7. Цикл сверления (G81) [5]
Цикл сверления (G82) аналогичен циклу G81, однако выход в точку R1 осуществляется со скоростью рабочей подачи (рис. 4.8) [5].
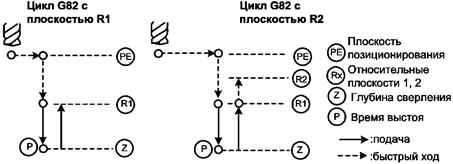
Рис. 4.8. Цикл сверления (G82) [5]
Цикл глубокого сверления (G83) предполагает удаление стружки из отверстия в процессе обработки. После каждого очередного врезания на глубину К осуществляется ускоренный вывод сверла в безопасную плоскость R1. Далее выполняется очередной ускоренный ввод сверла на глубину К, где ускоренная подача меняется на рабочую. Пошаговые углубления повторяются до достижения запрограммированной глубины Z (рис. 4.9) [6]. Часто данный цикл применяется при невозможности внутреннего подвода СОЖ в зону резания, и, как следствие, повышение вероятности забивания каналов вывода стружки и поломки сверла.
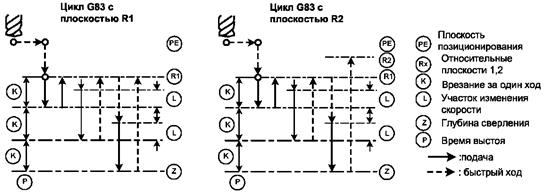
Рис. 4.9. Цикл глубокого сверления(G83) [5]
Разновидностью данного цикла является цикл с периодическим отскоком сверла на строго определенную величину. Очень часто данный цикл применяется при сверлении глубоких отверстий с подводом СОЖ через внутренние каналы инструмента непосредственно в зону резания.
Также возможно сверление с циклом, объединяющим в себе оба вышеописанных.
В этом случае полный вывод сверла из обрабатываемого отверстия осуществляется периодически лишь после осуществления нескольких отскоков инструмента.
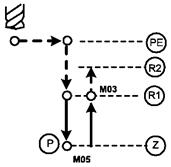
Нарезание резьбы с компенсирующим патроном (G84) осуществляет нарезание левой или правой резьбы. Врезание метчика происходит за счет вращения шпинделя по часовой стрелке (вспомогательная функция МЗ) или против часовой стрелки (вспомогательная функция М4). По достижении запрограммированной глубины Z направление вращения шпинделя изменяется, и вывод инструмента осуществляется со скоростью рабочей подачи; при этом может быть предусмотрена выдержка времени Р в конце рабочего хода нарезания резьбы (рис. 4.10) [5].
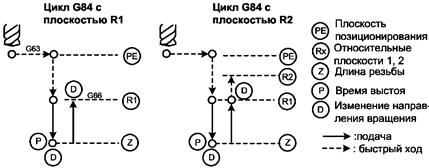
Рис. 4.10. Цикл нарезания резьбы с компенсирующим патроном (G84) [5]
Разновидностью цикла является нарезание резьбы без компенсирующего патрона.
В этом случае подача подсчитывается как произведение частоты вращения шпинделя на шаг резьбы. Основные параметры аналогичны вышеописанному циклу.
Рассверливание (G85). По достижении заданной глубины Z, шпиндель останавливается. Далее возможна выдержка времени P, после чего осуществляется ускоренный вывод инструмента (рис. 4.11) [5].
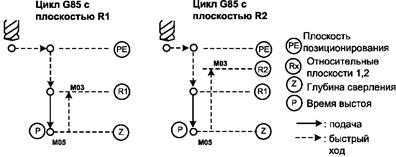
Рис. 4.11. Цикл рассверливания (G85) [5]
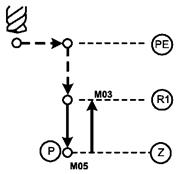
Рассверливание с выводом инструмента со скоростью рабочей подачи (G86). Отличается от предыдущего цикла лишь тем, что возврат к плоскости R1 осуществляется со скоростью рабочей подачи (рис. 4.12) [5].
| 
| 
|
| а) | б) |
Рис. 4.12. Цикл рассверливания с выводом инструмента
со скоростью рабочей подачи (G86) [5]:
а – цикл G86 с плоскостью R1; б – цикл G86 с плоскостью R2
Дата добавления: 2016-06-22; просмотров: 6513;
Поиск по сайту
Узнать еще
- II. Установление сегуната Токугава. Социально-экономическое развитие страны: циклы подъема и упадка
- А и Б – базы механической обработки
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)
- Агротехническая оценка качества обработки почвы
- Агротехнические методы (приемы) обработки почвы.
- Азотирование, нитроцементация и другие виды химико-термической обработки.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
