Применение пайки в электромонтажных работах.
Пайка в электромонтажных работах обладает рядом преимуществ по сравнению со сваркой или склеиванием. При пайке в отличие от сварки соединяемые детали не нагреваются до высоких температур, не изменяется их структура, изделия не коробятся, применяемое оборудование доступнее и дешевле сварочного. Соединению пайкой поддаются любые металлы и сплавы. В отличие от склеенных паяные соединения не боятся ни жары, ни холода, пи влаги, обладают превосходной электропроводностью. Способов пайки известно много. Наиболее распространена пайка паяльником. Чтобы лучше и удобнее было работать, новаторы применяют новые конструкции паяльников, расширяющие технологические возможности пайки.
Ленинградские инженеры И. Помазанов и П. Тихомиров предложили вмонтировать в ручку паяльника вместе с кнопочным ключом Т полупроводниковый диод Д (рис.58). При разомкнутом ключе паяльник остается нагретым, температура его достаточна для нормальной работы. Когда ключ замкнут, в нагреватель поступает полная мощность, паяльник работает в форсированном режиме.
Для пайки проводов с медными жилами и электротехнических изделий из меди и ее сплавов пользуются оловянно-свинцовым припоями ПОС-40, ПОС-50, ПОС-61, имеющими температуру плавления 180—300°С.
Для растворения окисных пленок и предохранения металла от окисления применяют флюсы. Известны активные и бескислотные флюсы. Активные флюсы интенсивно растворяют пленки во время пайки, но способствуют окислению металлов в процессе эксплуатации. К активным (или кислотным) флюсам относятся хлористый цинк ZnCl2 (1 часть цинка и 5 частей 25%-ной соляной кислоты) и нашатырь.
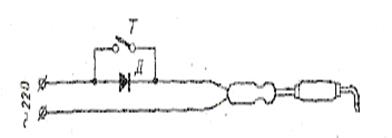
Рис.58. Схема включения паяльника.

Рис.59. Последовательность операций при пайке наконечников.
В качестве бескислотных флюсов используют канифоль (для соединения медных, изделий), стеарин или парафин (для пайки изделий из свинца, например пластин аккумуляторов).
Оконцевание гибких проводов сечением до 2,5 мм2 выполняют без наконечников при помощи пайки. Для подсоединения к патронам, выключателям, розеткам шнуровых проводов их концы зачищают, скручивают петлей по шаблону (диаметр стержня-шаблона берут на 0,5 мм больше диаметра винта) и пропаивают.
В схемах вторичной коммутации и силовых цепях для увеличения механической прочности, повышения надежности электрического соединения оконцевание гибких проводов выполняют при помощи стандартных наконечников, припаиваемых к концам жил.
На рисунке59 показана последовательность операций изготовления лабораторных проводов с разомкнутыми наконечниками. Работу необходимо выполнять в такой последовательности. С концов провода ножом или клещами КСИ-1 снять изоляцию. Место соединения провода и наконечника зачистить ножом и напильником до блеска. На провод поверх изоляции надеть две трубки ПХВ длиной 50 мм. Наконечники обжать плоскогубцами и опрессовать молотком. При этом не следует скручивать между собой отдельные проволочки жилы. Выступающие за трубку наконечника проволочки жилы обрезать ножом, оставив 3—5 мм для пайки.
Нагреть паяльник до температуры 300—350°С в форсированном режиме (2—3 мин.). Конец паяльника нужно очистить от окалины ножом или напильником и облудить с канифолью и припоем. Пайку выполнять при разомкнутом ключе Т.
Место пайки смочить флюсом, припой на изделии расплавить облуженным паяльником, прогреть в течение 2—5с до равномерного растекания припоя по наконечнику и зафиксировать изделие в неподвижном положении до охлаждения. Высококачественная пайка имеет однородную структуру и ровный монолитный шов. После застывания припоя на горячие наконечники напрессовать полихлорвиниловые трубки.
Брак при пайке бывает, если паяльник не прогрет. Недостаточный нагрев затрудняет плавление припоя, и получается плохое качество соединения. При этом плавится лишь внешний слой припоя, образуются заметные неровности шва, изделие не спаяно, а «приморожено», соединение непрочное.
Работа необлуженным паяльником не обеспечивает смачивания изделия, расплавленным припоем. Незачищенные детали не облуживаются.
Железные детали можно лудить только при помощи активных флюсов.
Перегрев паяльника и детали ведет к быстрому окислению жала, поверхности изделия, припоя и затрудняет пайку. Качество работы определяют по внешнему виду шва. Сомнительные паяные соединения подвергают переделке.
Работу следует оценивать по пятибалльной системе.
Содержание отчета. Начертить электрическую схему включения паяльника с диодом, нарисовать изготовленные в лаборатории провода. К отчету приложить готовые изделия -5 проводников, пригодных для использования в практических работах.
Соединение и оконцевание алюминиевых жил проводов.Оконцевание -оформление конца жилы в кольцо или закрепление специального наконечника с целью присоединения провода к токоприемнику или другому проводу.
Ответвление — выполнение одной или нескольких отпаек от магистральной жилы провода с целью присоединения потребителей.
Соединение — стыковка концов двух проводов с целью увеличения длины линии.
При монтаже электропроводок необходимо соблюдать определенные правила оконцевания, ответвления и соединения жил. Выполнение правил обеспечивает надежность и долговечность мест соединения с учетом срока службы электропроводки в целом.
Строительные нормы и правила (СНиП) рекомендуют следующие способы соединения алюминиевых жил: сваркой, опрессовкой, пайкой и винтовыми зажимами. Применение того или иного способа монтажа зависит от сечения жил. Оконцевание жил сечением 2,5—10 мм2 выполняют оформлением конца жилы в кольцо. Жилы сечением 16—240 мм2 опрессовывают вдавливанием при помощи прессов РГП-7 или РМП-7 с применением трубчатых наконечников (рис.60). Для жил 300—800 мм2 используют термитную сварку с применением наконечников со стержнем. Для жил сечением 16—240 мм2 допускается электросварка с применением литых наконечников или пайка с применением наконечников со ступенчатой разделкой концов жил.
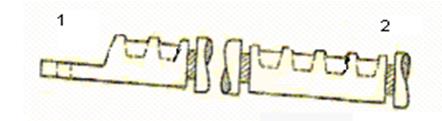
Рис.60. Опрессовка витых жил; 1 – оконцевание ; 2 – соединени
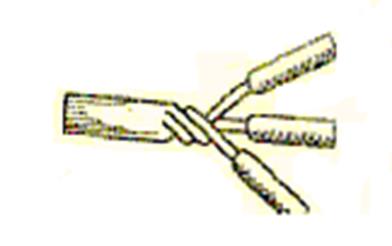
Рис.62. Соединение жил клещами КСП – 4 .
Соединение и ответвление проводов сечением до 2,5 мм2 выполняют при помощи люстровых зажимов; сечением от 2,5 до 4 мм2—опрессовкой клещами КПС-4 (рис. 61).
Соединение жил сечением от 2,5 до/ 10 мм2 выполняют в алюминиевых гильзах одностороннего заполнения (ГАО) с опрессовкой пресс-клещами ПК-2.
Соединение и ответвление жил сечением 16—240 мм2 выполняют в гильзах с опрессовкой вдавливанием прессами РГП-7 или РМП-7, а также электросваркой путем сплавления жилы в общий монолитный стержень или термитной сваркой.
Соединение и ответвление жил сечением от 4 до 150 мм2 выполняют также сжимами в изолирующем корпусе.
Соединение алюминиевых жил с медными следует выполнять пайкой. При соединении и оконцевании опрессовкой нужно правильно подобрать наконечник по сечению жилы. Диаметр отверстия в ушке наконечника должен соответствовать диаметру контактного болта или шпильки. Зачищенное место жилы провода между цилиндрической частью наконечника и изоляцией жилы рекомендуется (в сырых помещениях обязательно) изолировать лентой или трубкой ПХВ.
Многопроволочные медные жилы проводов и кабелей, присоединяемые к наборным зажимам, должны быть околдованы наконечниками или пистонами (кольцевыми наконечниками), закрепляемыми опрессовкой. Многопроволочную жилу можно оконцовывать кольцом или пестиком с пропайкой. Изгибы алюминиевых проводов при их заготовке и прокладке необходимо выполнять с применением шаблонов, радиус закругления которых равен трем наружным диаметрам провода. Нельзя изгибать алюминиевые жилы плоскогубцами, а также делать повторные перегибы. Снимать изоляцию с концов провода и изгибать его в кольцо следует, как правило, при помощи специального инструмента. До присоединения алюминиевую жилу необходимо зачистить шкуркой или металлической щеткой под слоем кварцевазелиновой пасты. Под болт жилы укладывают с изгибом кольца по часовой стрелке.
Присоединение однопроволочных алюминиевых жил к зажимам аппаратов выполняют при помощи ограничивающей шайбы-звездочки и пружинной шайбы. Отверстия шайб должны соответствовать диаметру болтов. Под один винт зажима допускается присоединять две -медные жилы, изогнутые в кольцо. Присоединения двух алюминиевых жил под один винт следует избегать. Если такое присоединение крайне необходимо, то концы жил следует оконцевать кабельными наконечниками. К зажимам с втычными контактами допускается присоединять с каждой стороны только одну медную или алюминиевую жилу.
При выполнении работы по паспорту завода-изготовителя определить сечение жил пяти проводов, в том числе двух гибких. При отсутствии паспортных данных сечение жилы определяют расчетным путем по ее диаметру:
Sрасч= 

Здесь
Dср = 
где D1, D2, D3 — три измерения диаметра отдельных проводов жилы или измерение диаметра одной неизмятой жилы в трех местах, мм;
п — число проволок в жиле.
Сечение провода приближенно принимают равным расчетному;
Sпр = Sст = S расч,
где Snp — сечение провода, мм2;
Sст — стандартное сечение жилы, мм2.
Стандартные сечения жил проводов (мм2); 0,35; 0,5; 0,8; 1; 1,5; 2,5; 4,0; 6,0; 10; 16; 25; 35; 50; 70; 95; 120; 150; 180; 240; 300; 400.
Результаты расчетов сечения нескольких проводов свести в таблицу 1,
Таблица 1
| Тип и марка провода | D | Dср | п | Sрасч | Sпр |
Для холодной сварки алюминиевых одножильных проводов марок АПН, АПР, АПРВ сечением 2,5 и 4 мм2 используют клещи типа КСП-4.

Рис.62. Образец заготовки.
Соединение выполняют методом торцового опрессовывания скрученных жил. Для выполнения лабораторной работы подготавливают отрезки провода длиной 15—20 см. Снимают изоляцию с концов проводов. Зачищают жилы провода. Скручивают две и три жилы сечением 4 мм2 и три и четыре жилы сечением 2,5 мм2. Скрутки выполняют от руки с одновременной и равномерной укладкой всех жил (1,5—2 витка на 5 см скрутки, рис.62). Клещами КСП-4 опрессовывают скрутки. Если после первой операции не получается монолитного стержня, то опрессовку повторяют. Последовательность операций показана на демонстрационном стенде. Каждый учащийся выполняет работу индивидуально. К ручкам клещей КСП-4 не следует прикладывать чрезмерно большое усилие. В процессе опрессовки необходимо добиваться получения изделия требуемого качества.
Дата добавления: 2020-03-17; просмотров: 1659;
Поиск по сайту
Узнать еще
- Анализ режимов цепей постоянного тока с применением закона Ома
- Аналитические процедуры, их применение в аудите.
- В мировой практике для получения гидрированных жиров нашел применение селективный катализатор
- В) широкое применение женского и детского труда.
- Важнейшие представители и их применение
- Векторный магнитный потенциал. Векторное уравнение Пуассона. Применение для вычисления магнитных потоков
- Вероятностный анализ работоспособности портовых портальных кранов с применением сетей уверенностей
- Виды и применение органических вяжущих

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
