Холодное железнение на асимметричном переменном токе
Одним из важных факторов, влияющих на свойства осадка и на его сцепление с основным металлом, является характер подаваемого на электролизер тока.
Применение при электролизе железа асимметрично неременного тока промышленной частоты делает процесс железнения более стабильным, а также позволяет вести электролиз при температуре электролита 18—25 °С и получать осадок железа с заданными механическими свойствами.
Намного упрощается конструкция установки для железнения: не требуется футеровки ванны кислототермостойким материалом, нагревательного устройства, а также мощной системы вытяжной вентиляции.
Схема установки железнения на асимметричном переменном токе показана на рис. 66.
Рис. 66. Принципиальная схема установки для электролиза: 1 - однофазный трансформатор; 2 — однополупериодные выпрямители; 3 - реостаты; 4 — амперметры переменного тока
Источником переменного тока служит трансформатор.
Один конец вторичной обмотки подключается непосредственно к анодным штангам ванны, другой — к двум противоположно направленным, параллельно подключенным выпрямителям. К каждому выпрямителю подключен реостат. Регулируя силу тока одного и другого направления, можно добиться любого их отношения, т.е. асимметрии.
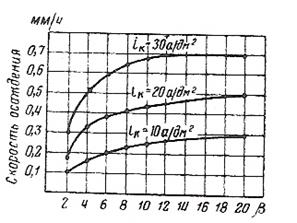
Раздельное регулирование катодной и анодной составляющих тока позволяет пользоваться двумя параметрами для задания режимов электролиза: плотностью тока катодного полупериода lк (отношение силы тока в катодный полупериод к площади катода) и катодно-анодным отношением β, показывающим, во сколько раз плотность тока катодного полупериода больше плотности тока анодного полупериода. Величина β выражает величину асимметрии переменного тока.
С увеличением катодно-анодного отношения увеличивается твердость и износостойкость покрытия, что дает возможность вести процесс электролиза более гибко, чем на постоянном токе. Наибольшая износостойкость достигается при β = 8.
При периодическом изменении направления силы тока на электроде наряду с ростом кристаллов металла создаются условия, благоприятствующие их периодическому растворению в моменты, когда направление тока соответствует анодному процессу. Скорость осаждения железа зависит от величины катодно-анодного отношения (рис. 67)и плотности тока.
Дата добавления: 2016-06-22; просмотров: 5358;
Поиск по сайту
Узнать еще
- Алгоритм расчета дебита жидкости при неустановившемся притоке к вертикальной трещине.
- Волновой кризис. Явление образования в общем дозвуковом потоке местных сверхзвуковых зон и местных скачков уплотнения называется волновым кризисом.
- Вывод УЭЦН на режим при недостаточном притоке из пласта
- Газовые струи в поперечном потоке
- Гидравлическое сопротивление в дисперсно-кольцевом потоке.
- Государство и экономика на современном Востоке
- Дефекты ротора с рабочими колесами в потоке жидкости и газа
- Железнение (осталивание)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
