Вплив товщини зварного з’єднання на об’єм подовжнього укорочення
При наплавленні валика на лист великої товщини (рисунок 3.7) можна вважати, що нагрів ведеться точковим джерелом тепла, у зв’язку з чим крива максимальних температур описується залежністю:
 , (3.12)
, (3.12)
де rm - значення координати r кривої Тm(r) (рисунок 3.7)
У цьому випадку об’єм пластичних деформацій (об’єм укорочення) визначається інтегралом:

 . (3.13)
. (3.13)
Визначаючи r2m з (3.12) і підставляючи у (3.13), одержимо:
 . (3.14)
. (3.14)
Середня площа зони по товщині листа, у якій виникають пластичні деформації, визначається відношенням:
 . (3.15)
. (3.15)
Радіус зони пластичних деформацій визначається з умови:
 (3.16)
(3.16)
Рисунок 3.7 – Схема нагріву листа великої товщини
точковим джерелом теплоти
16)
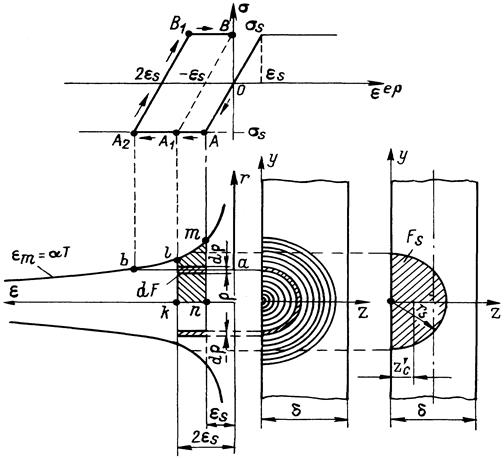
Рисунок 3.8 – Напружено-деформований стан виділених призм
Об’єм подовжнього укорочення при зварюванні тонких листів визначається формулою (3.5), товстих - формулою (3.14).
У проміжних випадках зона пластичних деформацій по товщині виявляється більш складною (рисунок 3.9).

Рисунок 3.9 – Схеми зони пластичних деформацій при різних
ступенях прогріву
Центр ваги цієї площі зміщується від осі шва на відстань:
 . (3.17)
. (3.17)
У цих випадках вводять поправочний коефіцієнт Kδ (рисунок 3.10), який враховує окрім товщини і величину погонної енергії, оскільки очевидно, що одна й та ж товщина може бути малою для однієї погонної енергії і великою для другої.
З урахуванням коефіцієнта Кδ формула для об’єму подовжнього укорочення матиме вигляд:
Рисунок 3.10 – Залежність коефіцієнта Кδ від параметру ξ
Дата добавления: 2020-03-17; просмотров: 880;
Поиск по сайту
Узнать еще
- Анатомо-фізіологічна перебудова організму підлітка та її вплив на його психологічні особливості й поведінку.
- Антропогенні екосистеми. Екосистема сучасного міста. Вплив урбанізації на природу. Архітектурно-містобудівні аспекти будівельної екології.Основні принципи урбоекології
- Антропогенні фактори. Вплив виробничої діяльності людини на біосферу. Основні антропогенні фактори, що виникають внаслідок будівництва міст.
- ВАЛЮТНІ РЕЖИМИ ТА ВАЛЮТНА ІНТЕРВЕНЦІЯ. ВПЛИВ ВАЛЮТНОЇ ІНТЕРВЕНЦІЇ НА ГРОШОВУ МАСУ. СТЕРЕЛІЗАЦІЯ.
- Визначення об’єму подовжнього укорочення
- Визначення об’єму поперечного укорочення
- Визначення рівня надійності систем з послідовним з’єднанням елементів
- Визначення рівня надійності системи з паралельним з’єднанням елементів

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
