Проверка плотности плунжерной пары. Порядок выполнения работы
А.Проверка плотности плунжерной пары
1. Подготовка деталей к контролю. Плунжерная пара промывается в дизельном топливе и визуально осматривается. Плунжер, выдвинутый на 30 мм из втулки, наклонной к горизонту под углом 45°, должен плавно опускаться под действием собственной массы при любом повороте плунжера вокруг оси.
2. Установка контролируемой плунжерной пары на стенде. Плунжерную пару необходимо установить так. чтобы ее детали заняли положение, соответствующее подаче топлива при работе дизеля на номинальной мощности.
Для этого гильзу 2 плунжера помещают в установочную втулку стенда, как показано на рис.17, и фиксируют винтом 3. Винт не должен зажимать втулку и мешать ее вертикальному перемещению.
Затем во втулку вставляют плунжер. При этом выступы (шлицы) плунжера топливного насоса дизеля типа Д100 должны войти в прорези установочной втулки (см. рис. 17), а спиральная кромка головки плунжера топливного насоса дизеля ПД1М должна быть со стороны отсечного окна втулки. В таком положении установочную втулку вместе с плунжер- ной парой помещают в верхнюю часть корпуса стенд; когда груз последнего находится на пащенке (в верхнем положении). И.ч верхнего положения плунжер следует опустить вниз до упора при помощи медного стержня.
Надплунжерное пространство заполняется опрессовочной смесью из бака стенда. После того, как пузырьки воздуха исчезнут из топлива, гильзу плунжера закрывают сверху уплотнителем. Чтобы избежать деформации втулки, рукоятку уплотнителя следует затягивать с номинальным усилием, величина которого должна быть одинаковой для всех плунжерных пар, подвергающихся испытанию.
3. Определение плотности контролируемой плунжерной пары. Груз стенда освобождают от защелки и по секундомеру фиксируют время падения его до нижнего положения, т. е. до удара в пружинный упор стенда.
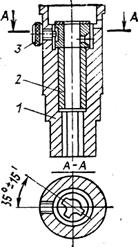
Рис- 17. Установочная втулка стенда А53
1 — установочная втулка; 2 — гильза плунжера; 3 — винт.
Проверку плотности каждой плунжерной пары производят дважды. При повторной проверке груз стенда приподнимают и ставят на защелку, снимают уплотнитель, заполняют надплунжерное пространство опрессовочной смесью и вновь ставят на место уплотнитель.
Зафиксированную плотность плунжерной пары (после каждой проверки) записывают в карту контроля журнала лабораторных работ. Среднеарифметическое время двух замеров принимается за действительную плотность контролируемой плунжерной пары. Контролю подвергаются две плунжерные пары, бывшие в эксплуатации.
Б. Проверка форсунки
1. Проверка герметичности стенда. Сначала насосом прокачивают топливо, чтобы удалить воздух из трубок, а затем между конусным штуцером и винтом стойки стенда зажимают заглушку. Когда давление топлива в системе стенда достигает 40 МПа (400 кгс/см2), подкачку топлива насосом прекращают. После этого в течение 5 мин наблюдают за показанием манометра стенда. Если за это время давление понизится не более чем до 35 МПа (350 кгс/см2), герметичность стенда считается удовлетворительной. Эту операцию повторяют дважды, после чего заглушку снимают. За действительную герметичность стенда принимают среднеарифметическую величину двух замеров.
2. Контроль герметичности запорного конуса распылителя форсунки. Форсунку монтируют на стенде, отворачивают регулировочную пробку или болт (чтобы ослабить пружину форсунки) и делают несколько впрысков топлива для удаления воздуха из системы стенда.
Постепенно, зажимая пружину форсунки и подкачивая насосом топливо, создают давление 40 МПа (400 кгс/см2) для дизеля ПД1М или 35 МПа (350 кгс/см2) для дизеля Д100. Такое давление поддерживают в течение 1—2 мин, периодически подкачивая топливо насосом.
Если за это время на кончике распылителя не появится капля топлива, то качество притирки иглы к корпусу распылителя считается удовлетворительным. Проверку повторяют дважды.
3. Проверка величины износа цилиндрической части иглы и отверстия корпуса распылителя. Об износе косвенно судят по плотности, измеряемой в секундах. В данном случае за плотность форсунки условно принято считать время падения давления в системе стенда на 5 МПа (50 кгс/см2) от принятого начального давления.
Плотность форсунки определяется следующим образом. Ослабив затяжку пружины форсунки, делают несколько впрысков топлива. Затем увеличивают затяжку пружины, пока давление в системе стенда не достигнет 40 МПа (400 кгс/см2). После этого подкачку топлива прекращают и следят за величиной его давления. По секундомеру засекают время, в течение которого давление топлива в системе стенда понизится с 38 МПа (380 кгс/см2) до 33 МПа (330 кгс/см2) при проверке форсунки дизеля ПД1М или с 33 МПа (330 кгс/см2) до 28 МПа (280 кгс/см2) при проверке форсунки дизеля Д100.
Описанную операцию повторяют дважды. Результаты измерений фиксируются в карте журнала лабораторных работ.
Среднеарифметическое время двух измерений принимается за действительную плотность контролируемой форсунки.
4. Затяжку пружины форсунки (или давление начала подъема иглы) регулируют поворотом регулировочного болта (или пробки) -таким образом, чтобы при медленном нажатии на рычаг стенда впрыск топлива произошел (игла начала подниматься) при давлении 27,5+0,5 МПа (275+5 кгс/см2, у форсунки дизеля ПД1М и при давлении 21+0,5 МПа (210+5 кгс/см2) у форсунки дизеля Д100.
5. Качество распыливания и отсечки топлива форсункой контролируют визуально. Для этого в минуту делают примерно 30 равномерных впрысков топлива. Нормально работающая форсунка впрыскивает топливо в туманообразном виде; длина и форма струй (факелов) из всех ее распыливающих отверстий одинакова. Начало и конец каждого впрыска сопровождается четким и резким звуком; факел топлива как бы отсекается от распылителя.
Кроме того, после 4—6 впрысков на кончике распылителя форсунки не должна появляться капля топлива. Подтекание топлива в виде капель или «подвпрысков» в виде слабых струй указывает на неудовлетворительное распыливание и плохую отсечку топлива форсункой.
В. Проверка износа распыливающих отверстий корпуса распылителя форсунки дизеля ПД1М.
1. Настройка ротаметра по эталонным распылителям нижнего и верхнего пределов. Проверяют, свободно ли проходит воздух по шлангу, нет ли утечки воздуха в соединениях ротаметра. К прибору присоединяют новый корпус распылителя (эталон нижнего предела). Поплавок при этом должен установиться в нижней половине трубки. К поплавку подводится указатель нижнего предела шкалы 7 (см. рис. 8). Затем к шлангу подсоединяют эталон верхнего предела, т. е. корпус распылителя с предельным износом распыливающих отверстий. Если при этом поплавок будет находиться в пределах шкалы и величина его разбега от нижнего положения достаточна для оценки результатов измерения, то к поплавку, установившемуся в верхнем положении, подводят указатель верхнего предела 9.
Если нужно изменить положение поплавка, регулируют давление воздуха редуктором второй ступени. При завинчивании головки редуктора поплавок будет перемещаться вниз, а при отвинчивании — вверх. В этом случае, если головка редуктора отвинчена до конца, а поплавок все же уходит за пределы шкалы, регулировку ведут краном 1. При отвинчивании крана поплавок опускается. Если и это не поможет, поплавок заменяют более тяжелым (запасным).
2. Подготовка деталей к проверке. Корпуса распылителей промывают в обезжиривающей жидкости (бензине, ацетоне) и тщательно сушат.
3. Проверка износа распиливающих отверстий. Корпус контролируемого распылителя (или сопловой наконечник) помещают в зажиме (рис.19), открывают кран ротаметра и следят за положением поплавка в трубке.
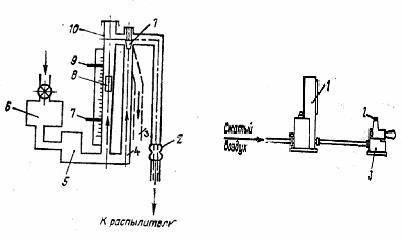
Рис.18.Принципиальная схема Рис.19 Проверка износа
1 - кран; 2 - шланг; 3, 4 - перепускной 1 – ротаметр, 2 – испытуемый
и отводной каналы; 5 – фильтр; 6 - корпус распылителя; 3 – зажим.
двухступенчатый редуктор; 7, 9 –
передвижные указатели нижнего и
верхнего пределов; 8 - поплавок; 10-стеклянная конусная трубка.
Поплавок в трубке ротаметра может находиться в трех положениях: если поплавок находится между указателями нижнего и верхнего пределов шкалы, то контролируемый корпус распылителя, при положении поплавка выше указателя верхнего предела деталь бракуется, так как износ отверстий превышает норму; если поплавок опустился за указатель нижнего уровня, то отдельные распиливающие отверстия такого корпуса распылителя засорены и их нужно прочистить.
Каждая деталь проверяется дважды.
В карту контроля журнала лабораторных работ заносят результаты проверки.
Дата добавления: 2018-11-26; просмотров: 2390;
Поиск по сайту
Узнать еще
- Cпецифика логопедической работы в остром периоде
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Определение условий выполнения рукописи.
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Види виробничої документації та порядок її ведення
- II. Измерение оптической плотности раствора.
- II. Порядок разработки, утверждения, внесения изменений в Инструкцию по делопроизводству
- III. Порядок присвоения спортивных званий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
