Станки для смешанного раскроя пиломатериалов
Устройство. Круглопильные станки для смешанного раскроя (универсальные) применяют для продольного, поперечного раскроя и раскроя под углом досок и брусков, а также плитных и листовых материалов. Такой универсальный круглопильный станок с ручной подачей Ц6-2 показан на рис. 113. На станине 1 коробчатой формы закреплен стол 8 размером 830X1200 мм, на передней части которого установлена направляющая линейка 14, обеспечивающая направление подачи материала при продольном раскрое. На столе имеется съемный упорный угольник 7, который можно перемещать в Т - образном пазу стола параллельно плоскости пилы при распиловке заготовок под углом от 45 0 до 135 °. Пила 10 крепится на валу электродвигателя 11, который установлен внутри станины на качающейся подмоторной плите. Поднимают и опускают пилу маховичком 18. К столу станка крепится ограждение 12 с противовыбра-сывателями когте вой защиты 13. Сзади в плоскости диска пилы укреплен расклинивающий нож 19. Для торцовки пиломатериалов и раскроя плитных заготовок служит каретка 2 со столом
5. Каретка установлена на роликах с возможностью перемещения (ход каретки 100 мм) по направляющей параллельно плоскости пилы. Наладка станка. Наладку выполняют в зависимости от вида работ. Для продольного раскроя выбирают и крепят пилу с зубьями соответствующего профиля. Направляющую линейку устанавливают на ширину отпиливаемой детали (рис.114 а). Сначала линейку 1 переставляют по поперечной направляющей 3 и закрепляют фиксирующей рукояткой 4. Расклинивающий нож 5 крепят на расстоянии 10-15 мм от вершин зубьев пилы. Передняя кромка ножа должна быть заостренной, а толщина задней - на 0,2-0,3 мм больше ширины пропила. Рабочие поверхности ножа располагают симметрично и параллельно
плоскости диска пилы.
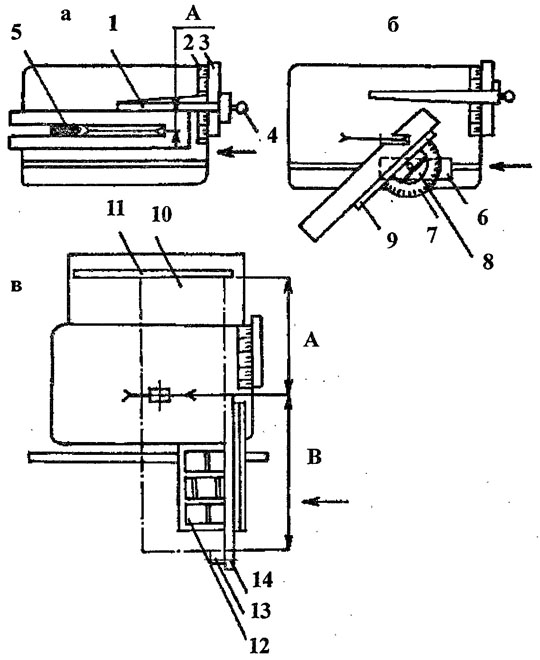
Рис. 114. Наладка универсального станка: а-для продольной распиловки; б-для торцовки деталей под углом;
в-для опиловки щитовых деталей; 1-направляющая линейка; 2,7-шкалы; 3-поперечная направляющая; 4-рукоятка фиксатора; 5-расклинивающий нож; 6-ползун; 8-упорный угольник; 9,11,14-бруски; 10-дополнительный стол; 12-стол каретки; 13-упор
Наладка универсального станка для торцовки деталей под углом (рис. 114 б) заключается в установке ползуна 6 на станок и регулировании положения упорного угольника 8. При этом
угольник поворачивают на заданный угол, используя прикрепленную к нему круговую шкалу 7. Направляющую линейку необходимо переместить в крайнее правое положение, а расклинивающий нож снять, чтобы они не мешали работе. Если профиль зубьев пилы не соответствует условию распиловки, необходимо заменить пилу.Между упорным угольником и заготовкой иногда укладывают подпорный брусок 9, конец которого торцуют вместе с заготовкой. Это предотвращает сколы и зырывы на задней кромке детали. При торцовке деталей под прямым углом к рамке в качестве упора используют составную направляющую линейку. Длину рабочей части составной линейки увеличивают так, чтобы ее задний конец находился за диском пилы.Наладка станка для опиловки щитовых деталей с четырех сторон (рис. 114 в) включает в себя настройку каретки и установку при необходимости дополнительного столаНаправляющую карелу регулируют в вертикальной плоскости двумя винтовыми домкратами или прокладками и контролируют величину отклонения уровнем. При необходимости направляющую поворачивают вокруг оси колонки или поднимают вращением гайки и фиксируют стопором. Окончательное положение стола-каретки 12 относительно стола станка регулируют вращением стяжки наклонной опоры или поворотом эксцентриковых осей опорных роликов каретки. На каретку устанавливают подпорный брусок 14 с торцовым упором 13. Торцовый упор крепят к бруску на расстоянии В, равном ширине выпиливаемого щита Если правая от пилы часть стола не позволяет распиливать длинные полосы материала, то устанавливают дополнительный стол 10 из древесностружечной плиты. Этот стол монтируют так, чтобы его рабочая поверхность была на одном уровне с плоскостью стола 12. Для этого направляющую линейку снимают, а на дополнительный стол 10 устанавливают направляющий брусок 11 на расстоянии А, равном ширине отпиливаемой справа части материала. При отпиливании щитовых или плитных заготовок отклонение от прямолинейности обработанных кромок допускается не более 0,3 мм на длине 1000 мм.
Дата добавления: 2016-06-18; просмотров: 3163;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
