Работа на фрезерных станках для обработки дерева
Работа на станках. Сквозное плоскостное профильное фрезерование прямолинейных небольших деталей выполняет один станочник. Заготовку укладывают на стол и, прижимая к направляющей линейке, подают на фрезу. При этом необходимо внимательно следить за положением пальцев рук относительно фрезы и всегда держать их на безопасном расстоянии. Для обеспечения надежного базирования детали и повышения безопасности следует применять боковые гребенчатые или роликовые прижимы.
Длинные и массивные детали желательно обрабатывать с помощником.
Если при обработке не выдерживается размер гребня, паза или плинтуса, то причиной этого может быть неравномерный прижим заготовки к столу или ошибка в настройке фрезы.
Несквозное фрезерование выполняют по упорам. Заготовку ориентируют торцом относительно упора, затем кладут ее на стол и, поворачивая вокруг упора, подают на фрезу до касания кромки заготовки с направляющей линейкой. Далее заготовку подают по столу до касания с задним упором. Таким образом, на детали будет профрезерован несквозной паз.
Фрезерование криволинейных деталей в двухместном шаблоне производят в такой последовательности. Заготовку кладут в шаблон на первую позицию, закрепляют винтовым прижимом и обрабатывают. После обработки одной кромки поворачивают и закрепляют на другой позиции, на первую позицию устанавливают новую заготовку. Заготовки обрабатывают последовательно, перемещая шаблон так, чтобы его копирные кромки касались опорного кольца
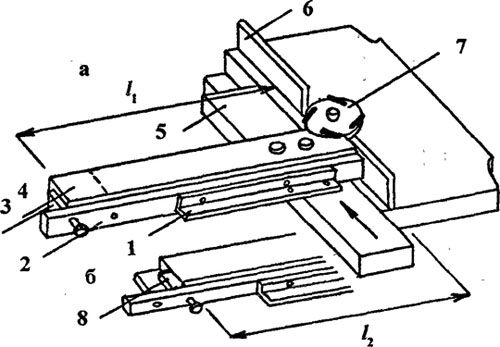
Рис. 90. Стадии фрезерования шипов: а-начальная; б-заключительная; 1-угольник; 2-подпорный брусок;
3-торцовый упор; 4-заготовка; 5-каретка; 6-направляющая линейка; 7-фреза; 8-упор для заплечика
Фрезерование шипов и проушин выполняют на станках с
шипорезной кареткой в две стадии (рис. 90 ). Сначала (рис. 90 а) кладут на каретку заготовку 4, базируя ее по направляющему угольнику 1 или подпорному бруску 2 так, чтобы обрабатываемый торец заготовки касался направляющей линейки 6, которая выполняет роль торцового упора. Вместо линейки можно использовать откидной или утапливаемый упор 3, который крепят на подпорном бруске 2 на расстоянии l1, от фрезы 7.
После правильного базирования включают пневмозажим и подачу каретки 5.
Обработав шип на одном конце, заготовку поворачивают ( рис. 90 б) и базируют обработанным заплечиком по упору 8, укрепленному на направляющем угольнике 1 или подпорном бруске 2 на расстоянии l2 от фрезы. Далее обрабатывают шип на другом конце.
Расстояние между заплечиками или стенками проушин следует контролировать особо тщательно, так как этот размер определяет качество сборки изделия.
Дата добавления: 2016-06-18; просмотров: 2646;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3.1 РАБОТА. МОЩНОСТЬ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
