Обработка цилиндрических деревянных поверхностей на токарном станке
Вначале необходимо закрепить заготовку трезубцем и задним центром. Для этого при помощи молотка устанавливают один торец заготовки на трезубец, а к другому торцу подводят центр и закрепляют заднюю бабку гайкой. Затем при помощи маховика пиноли зажимают заготовку центром и стопорят его рукояткой.
Подручник подводят к заготовке, крепят его на линии центров (или на 3 - 4 мм выше) и устанавливают вблизи болванки с зазором в 2 - 3 мм между наиболее выступающей ее частью. Не включая станок, поворачивают заготовку вручную и проверяют, чтобы она не задевала о подручник.
Для чернового (обдирочного) точения подойдет стамеска шириной 20-25 мм с полукруглым лезвием, так называемый рейер (рис. 40). Ручку стамески берут правой рукой, а левой плотно прижимают резец к поверхности подручника (рис 41 а). Первый проход делают средней частью режущей кромки резца, снимая стружку толщиной 1 - 2 мм (рис. 41 б, в). В последующих проходах стружку снимают попеременно правой и левой сторонами лезвия, передвигая стамеску по всей длине заготовки и подручника. При этом стамеску слегка поворачивают вокруг своей оси.
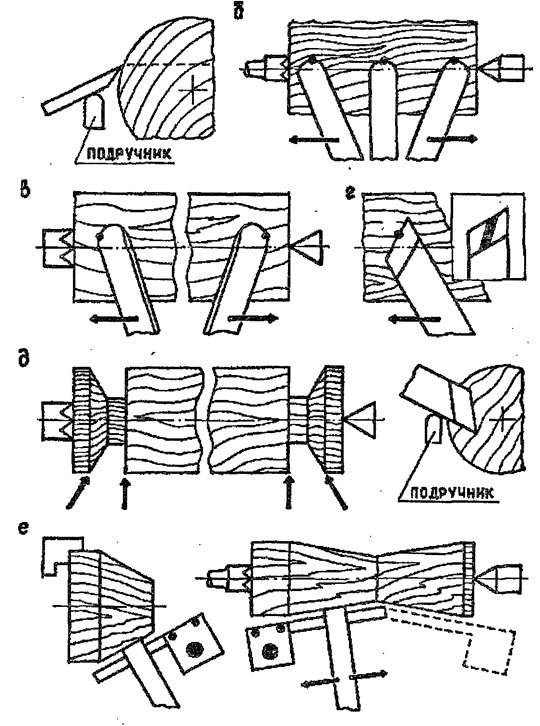
Рис. 41. Основные приемы работы ручным режущим инструментом
Стружку снимают до тех пор, пока резец не пройдет по всей длине обтачиваемой заготовки, а припуск по ее диаметру не составит 2-3 мм. После обработки полукруглой стамеской цилиндр - заготовка имеет волнистую поверхность.
Далее переходят к чистовой'обточке плоской стамеской -косяком (мейселем). Тупой ее угол обращают в сторону движения стамески, а острие приподнимают вверх. Срезать стружку следует не всей длиной режущей кромки, а ее серединной и нижней частью (рис. 41 г). Время от времени выполняют замеры диаметра заготовки штангенциркулем в нескольких точках по длине. Это делают при полностью остановленном шпинделе. В процессе обтачивания проверяют прямолинейность поверхности заготовки линейкой. Если наблюдается задирание волокон, следует изменить угол резания, а также уменьшить глубину снятия стружки.
После чистовой обработки необходимо выполнить торцевание заготовки, то есть подрезать ее торцы. Торцуют деталь поэтапно этой же стамеской (рис. 41 д). Для этого ее устанавливают на подручнике на ребро острым углом вниз. Сначала делают глубокий поперечный надрез перпендикулярно оси заготовки. Затем стамеску вынимают и, слегка развернув, подрезают торец - делают наклонный надрез. Эти движения повторяют поочередно, пока торец не буцет срезан на необходимую глубину. Минимальный диаметр, достаточный для удержания детали в центрах станка, составляет 10-12 мм.
Дата добавления: 2016-06-18; просмотров: 3155;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Аналитический обзор опыта применения деревянных дощатых ферм в строительстве.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
