Режущий инструмент для токарных работ по дереву
Для точения деталей на токарных станках используют стамески - резцы (рис. 32), вид которых зависит от конструкционных особенностей изделия и станков, на которых их применяют. Резцы могут быть ручные, для работы на станках с подручниками, и суппортные, для работы на станках с механической подачей.
Ручные резцы для первичного (чернового) точения имеют вид полукруглых стамесок с лезвием, заточенным под углом 25-35 0 по дуге с внешней стороны (рис. 32, а). Ширина резца может изменяться от 4 до 40 мм с градацией размеров через 2 мм до 12 мм ширины и далее через 4 мм. Для работы начинающему мастеру достаточно иметь две стамески шириной 4 и 12 мм и одну среднюю шириной 10 мм. Узкие полукруглые резцы шириной 4, 6, 10, 12 и 17 мм используют для точения канавок с полукруглым дном.
Плоские резцы - стамески с косым лезвием (рис. 33) имеют режущую кромку, расположенную под углом 70-75 °. Лезвие резца формируется заточкой фаски с задней его грани с углом заострения 20 - 25 ° либо с двух сторон в виде двух фасок с углом заострения 30 - 40 °. В первом случае резцы применяют для обработки мягких пород древесины, во втором - твердых.
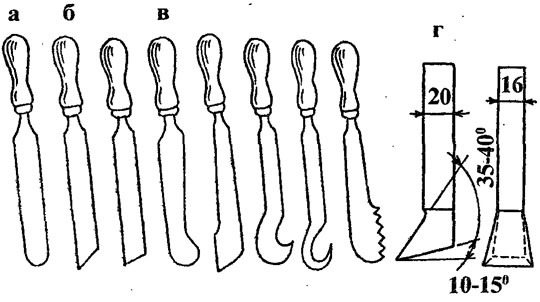
Рис. 32. Токарные резцы: a-с полукруглым лезвием для чернового точения; б-с прямым лезвием для чистового точения; в-фасонные; г-станочный проходной
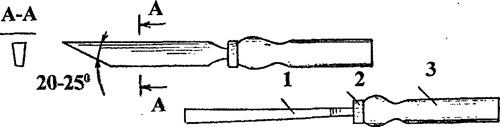
Рис.33. Отрезной резец:
1-полотно; 2-колпачок; 3-ручка
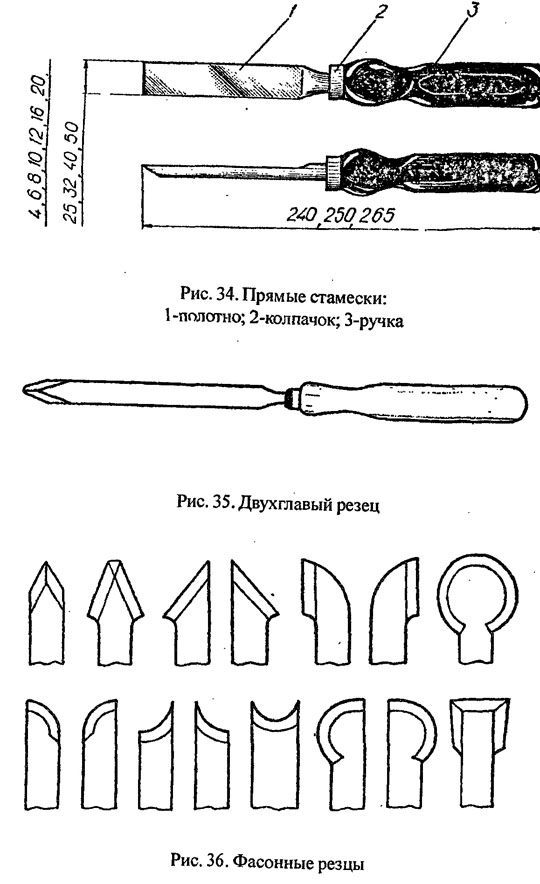
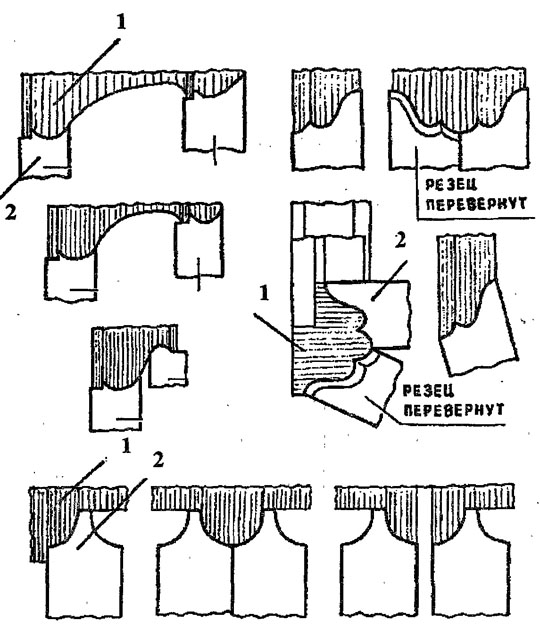
Рис. 37. Формирование фасонных поверхностей резцами и стамесками:
1 -заготовка; 2-резец (стамеска)
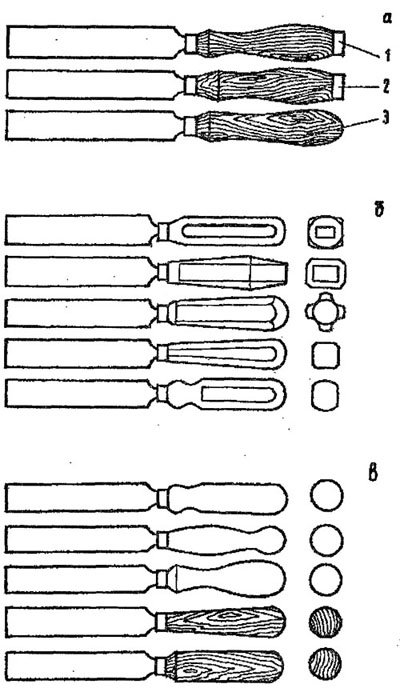
Рис. 38. Формы ручек для режущих инструментов: а-стандартные; б-граненые; в-круглые; 1-с кольцом; 2-с мет аттическим колпаком; 3-с бинтом
Ширина резцов может колебаться от 4 до 50 мм. Такие резцы применяют для окончательного чистового точения: широкие (20 - 50 мм) - для точения по прямой, а более узкие (6 -15 мм) -для точения выпуклых поверхностей. Прямолинейные и выпуклые участки детали обтачивают средней частью лезвия, верхней острой - подрезают торцы и отрезают изделия, нижней тупой вершиной - выполняют закругления.
Плоские прямоугольные резцы стамески (рис. 34) имеют главную, расположенную перпендикулярно оси, режущую кромку. Такие резцы применяют для вытачивания прямоугольных углублений.
Для точения профильных деталей применяют фигурные резцы со специальными лезвиями. Существует очень много конструкций таких резцов, но наиболее часто используются двухгаавые резцы (рис. 35) с вершиной на продольной оси. Угол при вершине в зависимости от назначения резца может колебаться от 70 до 130 Двухглавые резцы позволяют обрабатывать выступы, впадины, угловые переходы. Закругленные . вогнутые и выпуклые поверхности вытачивают фигурными г резцами с закругленным лезвием.
Для вытачивания углублений и внутренних криволинейных, цилиндрических или конических поверхностей применяют резцы, имеющие форму крючков (рис.32 в).
Фасонные стамески применяют для точения сложных изделий (рис. 36). Такие стамески используют как для формирования общего контура изделия, так и для окончательной обработки профиля - точения канавок, выточек, валиков. Варианты формирования фасонных поверхностей показаны на рис. 37.
, Все стамески - резцы должны иметь прочные и удобные рукоятки, длина которых приблизительно равна половине длины всего инструмента и составляет 150 - 220 мм с диаметром 30-35 мм. Черенки вытачивают из березы, бука, клена, ясеня, подгоняя диаметр и кривизну поверхности по размеру руки (рис. 38).
Хорошую стамеску для точения можно изготовить и в домашних условиях из ножовочных полотен, старых напильников различного профиля, автомобильных рессор. Для этого материалу вначале придают соответствующую замыслу форму на электроточиле, постоянно смачивая заготовку водой, чтобы не сжечь металл. Появление синевы свидетельствует о том, что сталь потеряла твердость. После термической обработки режущую часть резца затачивают под необходимым углом.
Работа стамесками производится только с опорой на подручник.
При обработке древесину применяют резцы, подобные резцам для металла, которые закрепляют в специальном зажимном устройстве суппорта токарного станка.
По конструкции режущих кромок эти резцы делятся на обдирочные - для грубой первичной обработки, проходные - для вторичной чистовой обточки, проточные - для получения необходимой выточки, подрезные (косые левые и правые) - для подрезания прямоугольных уступов и торцевых поверхностей.
Выточить декоративное изделие сложного профиля можно фасонными резцами, которые мастера изготавливают самостоятельно. Для этого берут полосу углеродистой стали толщиной 3-5 мм, отпускают ее и нарезают пластинками шириной 10 -20 мм, длиной 100 -120 мм. После делают контур выемки: из плотной бумаги вырезают шаблон необходимой конфигурации,
прикладывают его к заточенной поверхности пластины и нацарапывают шилом. При помощи фасонных абразивных кругов пластину обтачивают по нанесенному контуру. В процессе обработки заготовку постоянно охлаждают водой. Когда резец примет заданные очертания, его закаливают и затачивают. В большинстве случаев фасонные резцы подаются на деталь только в одном направлении. Варианты таких фасонных резцов показаны на рис. 39.
Черновая обточка при обработке древесины производится подачей резца до 2 - 3 мм и глубине обтачивания до 2 - 4 мм, чистовая - при подаче 0,5 - 1,5 мм и глубине до 0,5 - 2 мм.
Рекомендуемые скорости резания при обработке древесины на токарных станках: для мягких пород - 10 - 13 мм/сек, для пород средней твердости -5-7 мм/сек.

Рис. 39. Виды фасонных резцов, доступных для самостоятельного изготовления
Дата добавления: 2016-06-18; просмотров: 5110;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- C учетом изменения статической работы балки
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- I. Режимы работы электротехнических устройств.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
