Правка и гибка металла
Правка- это слесарная операция, по выправке заготовок и деталей, имеющих вмятины, искривления, коробления.
Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки определяется величиной прогиба, размерами детали и материалом.
Правке подвергаются только пластичные материалы - сталь, медь, алюминий и их деформируемые сплавы. Сила удара на краю изогнутости больше, на краю листа меньше.
Рихтовка- это правка закалённых деталей, а также деталей, изогнутых через ребро жесткости.
При рихтовке деталей удары рихтовальным молотком наносят по вогнутым ( укороченным ) сторонам заготовки. При этом металл в местах ударов пластически деформируется, укороченные слои металла удлиняются и деталь разгибается.
Правку полосового и пруткового металла выполняют на плитах и наковальнях. Удары молотком наносят по выпуклой части. Качество правки проверяют на глаз, линейками или на плитах.
Правильные плиты изготавливаются из стали или серого чугуна. Масса плиты должна быть в 80-150 раз больше массы молотка.
Молотки для правки применяют с круглыми полированными бойками. Молотки с квадратными бойками оставляют забоины на металле.
Деревянные молотки- киянки применяют для правки тонколистовых металлов.
Правку валов с небольшими искривлениями производят, нанося лёгкие удары молотком по вогнутой стороне вала, что приводит к её удлинению и исправлению вала. если усилие от молотка недостаточно, применяют винтовые или гидравлические прессы.
Выправленные таким способом валы, могут иметь внутренние остаточные напряжения, которые приводят к их искривлению при работе. Для устранения напряжений валы нагревают до температуры 400-500 градусов.
Правка методом подогрева применяется для исправления профильного металла ( уголков, швеллеров) .
Правка ведётся безударным способом. Нагревают изогнутую часть паяльной лампой или газовой горелкой до тёмно-вишнёвого цвета 800-850 градусов, окружающие выпуклость части детали охлаждают мокрым асбестом или мокрой ветошью. При этом нагретые слои быстро уменьшают свою длину и разгибают деталь.
Гибка- способ обработки давлением, при котором заготовке или ёе части придаётся изогнутая форма.
Гибке подвергаются только пластичные материалы. Сущность гибки состоит в том, что под действием сил, превышающих внутренние силы упругости металла, заготовка пластически деформируется и одна её часть перегибается по отношению к другой на заданный угол.
Для гибки труб применяют наполнители которые предотвращают дефекты. Наполнитель оказывает давление на внутреннюю поверхность стенки трубы и препятствует изменению формы поперечного сечения. В качестве наполнителей при гибке труб используются жидкости и сыпучие материалы.
При гибке заготовки различные слои её в поперечном сечении ведут себя по разному. Слои на выпуклой части заготовки растягиваются, на вогнутой- сжимаются, а в средней не изменяют своей длины, и длина его до и после гибки остаётся постоянной. Поэтому средний слой- нейтральная линия может быть использован для определения длины заготовки изогнутой детали.
Развальцовка труб заключается в увеличении диаметра конца трубы или придания ему конической формы. Применяется при подготовке труб к образованию разъёмных и неразъёмных соединений
Конспект лекции по теме:
Резка металла
Резка сортового, листового и других металлов выполняется: без снятия стружки ( ручными или механическими ножницами, труборезами, кусачками) и со снятием стружки ( ручной ножовкой газовой электрической резкой)
Сущность резки ножницами в том. что под давлением пары встречных ножей, металл пластически деформируется и разделяется на части в плоскости движения ножей.
Чем тверже разрезаемый металл, тем больше угол заострения лезвия ножа, для мягких металлов он составляет 65 гр., для металлов средней твёрдости 70-75, для твёрдых металлов 80-85.
Для уменьшения трения ножей о разрезаемый металл лезвиям придают небольшой задний угол, равный 1,5-3 гр.
Ручные ножницы применяются для резки стальных листов толщиной до 0,5-1,0 мм, а для цветных металлов толщиной до 1,5мм.
По расположению режущих кромок ножницы делятся на правые ( со скосом режущей части с правой стороны) и левые ( со скосом режущей части с левой стороны)
Правыми ножницами удобно резать по прямой линии и по кривой без закруглений, т.к. постоянно видна разметочная риска. Левые ножницы применяются для резки по правой кромке листа против часовой стрелки.
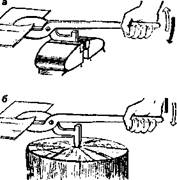
Стуловы ножницы в отличии от ручных имеют большие размеры и применяются для резки листового металла толщиной до 3 мм
| Р |
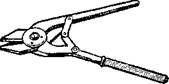
Силовые малогабаритные ножницы (рис. 1).
Они применяются для резки листовой стали толщиной до 2,5 мм
Ножницы имеют систему рычагов, которые позволяют увеличить усилие на лезвиях в два раза по сравнению с ручными ножницами. При работе рукоятка ножниц закрепляется в тисках.
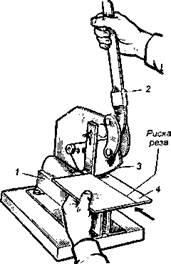
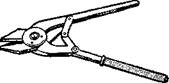 Ручные рычажные ножницы (рис. 2). Применяются для резки листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Ножи имеют повышенную твердость закалки. Обеспечивают получение реза без вмятин и достаточную точность.
Ручные рычажные ножницы (рис. 2). Применяются для резки листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Ножи имеют повышенную твердость закалки. Обеспечивают получение реза без вмятин и достаточную точность.
|
|
рис 1 Стуловые ножницы
рис 2
Расстояние между режущими кромками соседних зубов - шаг зуба у ручных ножовочных полотен может быть 0,8-1,6мм. Чем тоньше заготовка, тем мельче должен быть зуб. Чтобы облегчить резание, зубья ножовочных полотен отгибаются в стороны- разводятся.
Скорость резки должна составлять 30-60 рабочих ходов в минуту. Высокий темп резки приводит к перегреву и быстрому затуплению полотна.
Латунь и бронзу режут только новым ножовочным полотном . даже малоизношенные зубья не снимают стружку из-за низкого коэффициента трения этих сплавов
Конспект лекции по теме:
Дата добавления: 2016-05-28; просмотров: 14844;
Поиск по сайту
Узнать еще
- I. Историческая справка
- I. Историческая справка
- I. Историческая справка. Экономические отношения в стране
- А – появление зародышей кристаллов; б – рост кристаллов и образование новых центров; в – рост кристаллов; г – границы кристаллов (зерен) затвердевшего металла.
- А) Краткая историческая справка.
- АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛА
- В современных условиях рамки валютной монополии определены, прежде всего, законом «О драгоценных металлах и драгоценных камнях» (26 марта 1998 г. № 41-ФЗ).
- Вакуумирование и заправка системы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
