Рекомендации по конструированию стержневых элементов
Детали, выполненные из стержней с различной формой поперечного сечения – профилей, относятся к числу наиболее распространенных в конструкции самолета. Они технологичны, как правило, имеют высокий коэффициент использования материала, низкую трудоемкость, их производство легко поддается автоматизации.
По способу изготовления различают прессованные и гнутые из листа профили.
В настоящее время отечественной металлургической промышленностью освоено массовое производство прессованных профилей самых разнообразных форм постоянного и переменного по длине сечения как стальных, так и из цветных сплавов, Конфигурация прессованных профилей предусмотрена государственными и отраслевыми стандартами и справочным каталогом ВИЛС [1]. В исключительных случаях выпускаются спецпрофили по чертежам, согласованным между предприятием-изготовителем и потребителем.
Материал профилей из алюминиевых сплавов должен соответствовать ОСТ 1.90113-74 и ОСТ 1.90262-77, материал профилей из магниевых сплавов – ГОСТ 19657-84. Максимальная длина профилей из алюминиевых и магниевых сплавов 12000 мм, из титановых сплавов и сталей 6000 мм.
В конструкторской документации информация о профиле содержится в условном обозначении. Пример условного обозначения профиля «Равнополочный уголок» по ГОСТ 13737-90 размером 12х12х1 (шифр 410003) из сплава Д16ч, в заклепочном и естественно состаренном состоянии (Т), нормальной прочности:

Пример обозначения профиля вида «Зет» из справочника-каталога ВИЛС размером 20х18х1,5 (шифр 450008) из сплава В95пч, в закаленном и искусственно состаренном состоянии (Т1), повышенной прочности:
Зет. 450008. В95пч. Т1. ПП. ОСТ 1.90113-74
Наряду с прессованными в ряде случаев, особенно при небольших нагрузках, экономически выгоднее и конструктивно проще применять гнутые профили. Профили изготавливаются из стандартных листов и лент (см. таблицу).
| Материал листа | Технические условия на поставку | Сортамент |
| Легированные конструкционные стали | ГОСТ 11269-76 | Горячекатанные ГОСТ 19903-74 |
| Корозионно-стойкие теплопрочные стали | ТУ № … | Холоднокатаные ГОСТ 19904-90 |
| Титановые сплавы | ОСТ 1.90218-76 | ГОСТ 22178-76 |
| Листы конструкционные высокой прочности из алюминиевых сплавов | ОСТ 1.90070-72 | |
| Листы конструкционные средней прочности из свариваемых алюминиевых сплавов | ГОСТ 21631-76 |
В соответствии с указанными стандартами габариты листов из алюминия и алюминиевых сплавов составляют, мм:
ширина - от 1000 до 2000;
длина - от 2000 до 7000;
толщина - 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 1,6; 1,8; 1,9; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0.
Примеры обозначения в конструкторских документах листов толщиной 1,2 мм из разных материалов:

Лист Д16АМО-1,2 ОСТ 1.90070-72
Основной вид нагружения деталей из профилей – растяжение-сжатие. При сжатии наиболее вероятна местная потеря устойчивости полкой профиля, поскольку обычно профиль подкреплен другими элементами конструкции (обшивкой, стенками и пр.).
Основные расчетные соотношения:
при растяжении:

где Р, F, [σ] - соответственно действующая сила, площадь поперечного сечения профиля, допускаемое напряжение;
при сжатии:

где σкр.м - критическое напряжение местной потери устойчивости;
Е - модуль упругости при растяжении;
в, δ – соответственно ширина и толщина проверяемой полки профиля.
Коэффициент к можно определить по графикам или таблицам, приведенным в справочной литературе, например [13. С. 288].
Значение [σ] в данной работе определяется в зависимости от температуры по [14] (для сплава Д16, в частности, см. т. 4, ч. 1, кн. 1).
На устойчивость проверяются все полки профиля. Определяющим является наименьшее из полученных значений критических напряжений. При нарушении условия (3) нужно увеличить толщину δ полки профиля или ввести отбортовки полок со свободными кромками (см. рис. 1.1) с сохранением потребной площади поперечного сечения F профиля. Ширина c отбортовки гнутого профиля зависит от его толщины и не превышает (4-5) δ.
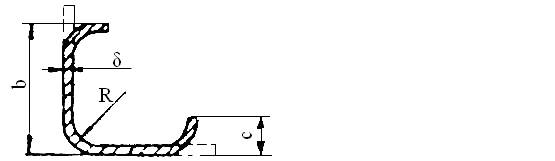
Рисунок 1.1
Конкретные размеры полок гнутого профиля назначаются конструктором после определения из (2) потребной ширины заготовки для выбранной толщины δ листа. Минимальное значение радиуса сгиба R определяется по [15], [16].
Выбор прессованного и конструирование гнутого профилей заканчиваются определением коэффициента избытка прочности:


Как правило, детали подаются на сборку после соответствующей термообработки и нанесения защитного покрытия. Рекомендации по их выбору и порядок обозначения на чертеже приводятся, например, в [17], [18].
Дата добавления: 2016-06-15; просмотров: 2267;
Поиск по сайту
Узнать еще
- Cдвиг ветра. Воздействие на взлёт и посадку ВС. Рекомендации по выполнению полётов и управлению воздушным движением в условиях сдвига ветра.
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов
- IV. РЕКОМЕНДАЦИИ ПО СОДЕРЖАНИЮ ЗАКЛЮЧЕНИЙ ВОДОЛАЗНО-МЕДИЦИНСКОЙ КОМИССИИ
- RLC-контур с параллельным соединением элементов в цепи переменного тока.
- VII. Выводы и рекомендации
- А) Совместная работа элементов турбокомпрессора высокого давления.
- Алициклические углеводороды (циклоалканы) рекомендации

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
